[SIZE=+2]
THE CYLINDER ASSEMBLY - 3. Cylinder Unit - 1[/SIZE]
This post reports on the building of the three sub-parts of which each of the Cylinder Units is composed. The following post will cover the soldering of these parts and the finish machining of the soldered Cylinder Units.
The drawings of all the parts of the Cylinder Units are attached to the first post on the Cylinder Assembly.
DESIGN CONSIDERATIONS
The Cylinder Units are built by silver soldering three brass parts namely a Cylinder Tube, a Cylinder Face, and an Exhaust Nipple. Most aspects of the design have been mentioned in the introductory post to the Cylinder Assembly and so I will not repeat them here.
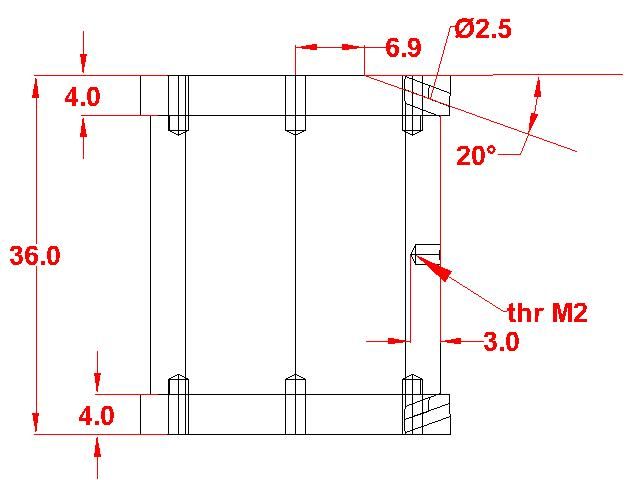
With respect to the design shown on the drawings, I decided one change. The steam channels linking the live Steam Ports to the holes through the cylinder walls will be milled into the curved arc of the Cylinder Face and not into the wall of the Cylinders. The reason for this change is to facilitate the flow of molten silver solder, bearing in mind that the position for soldering will have the Cylinder Tubes lying horizontally with the Cylinder Faces resting on top of them.
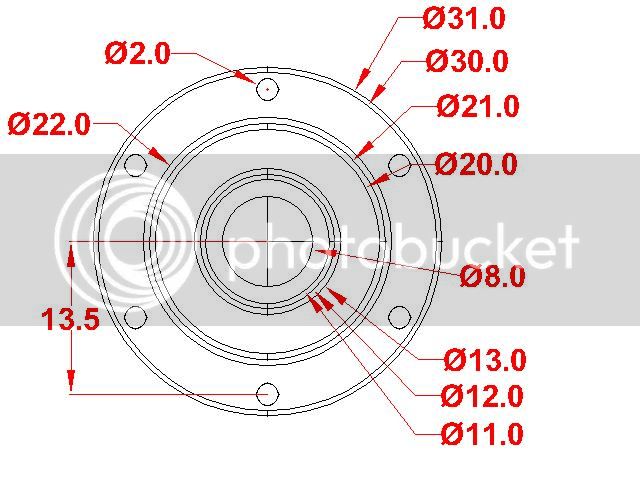
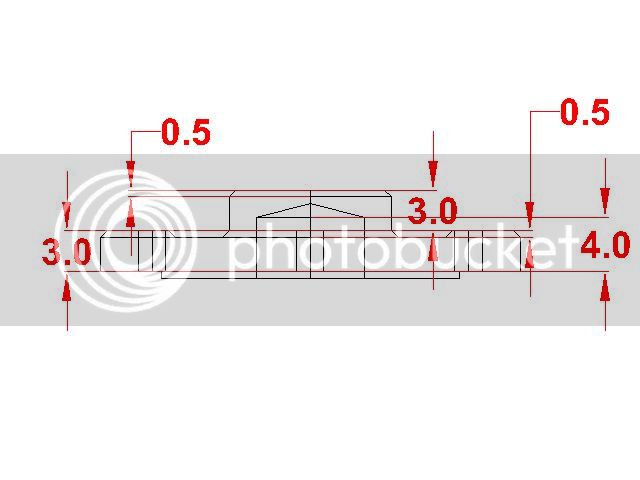
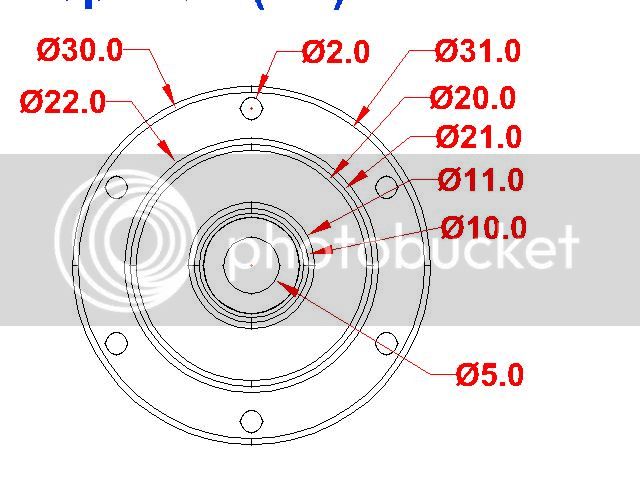
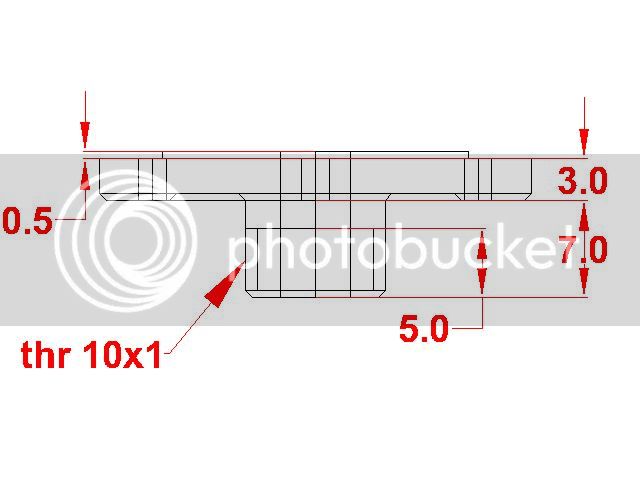
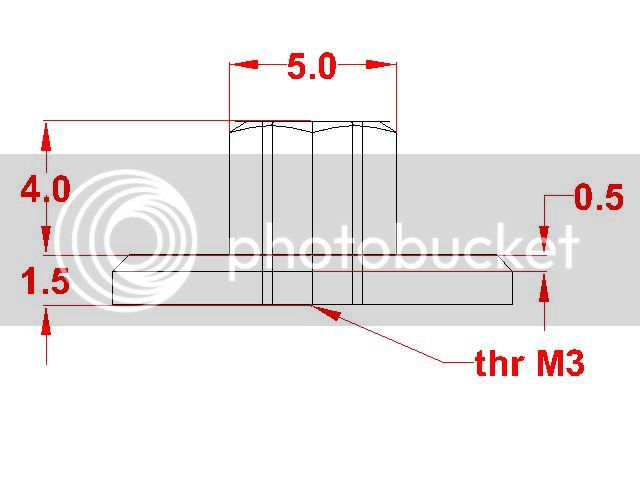
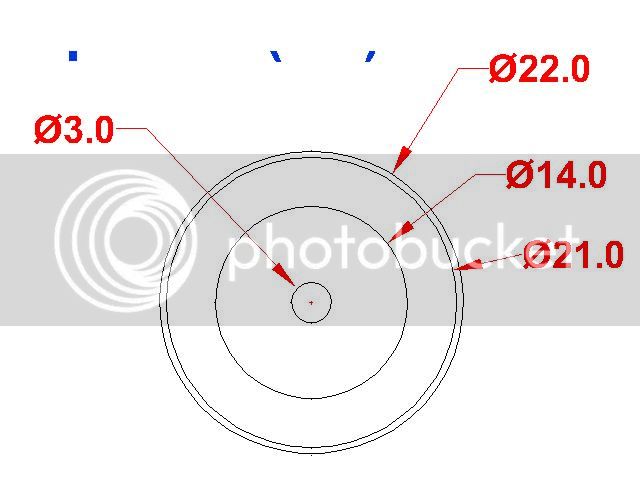
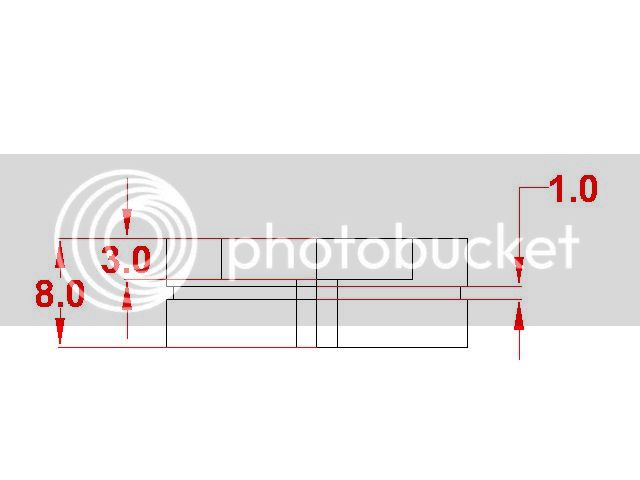
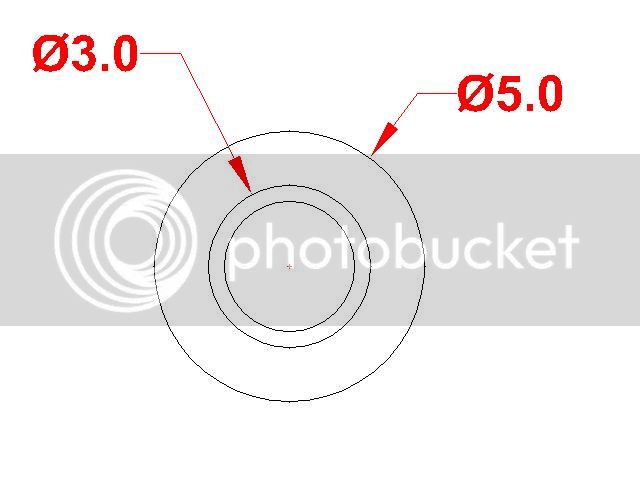
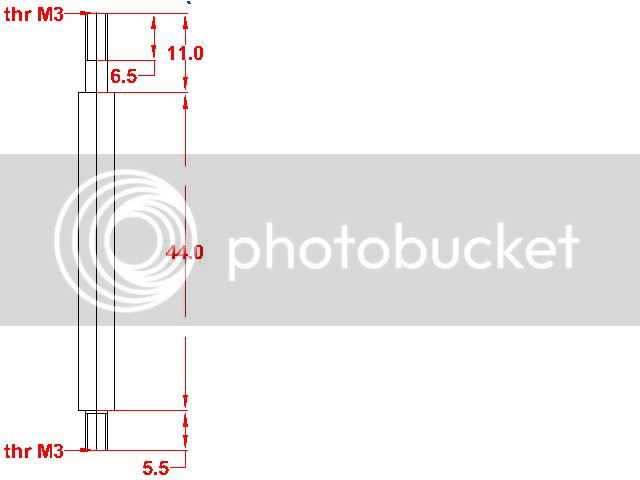
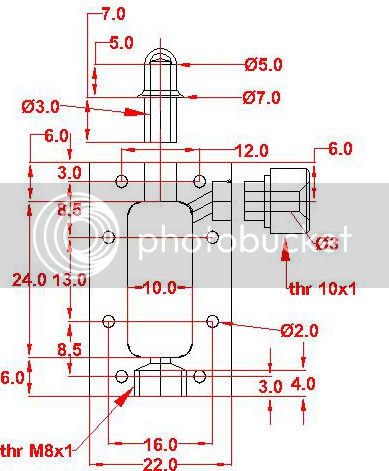
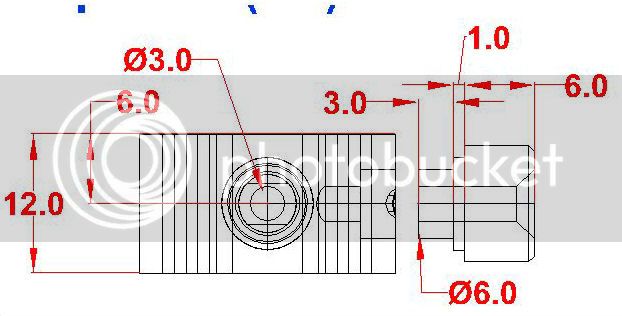
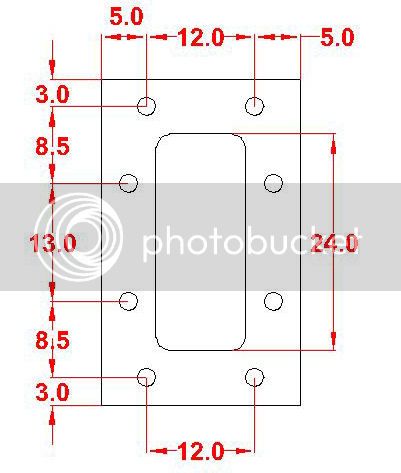
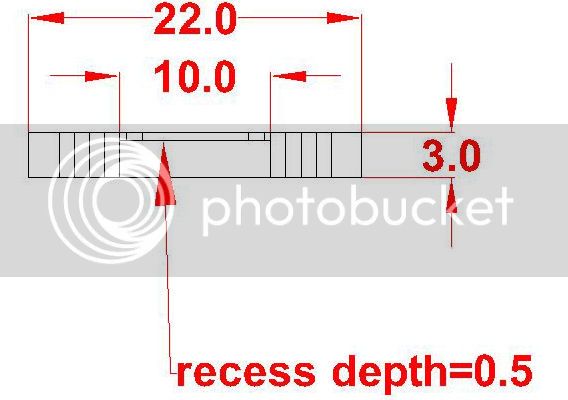
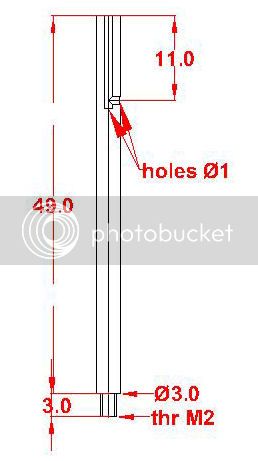
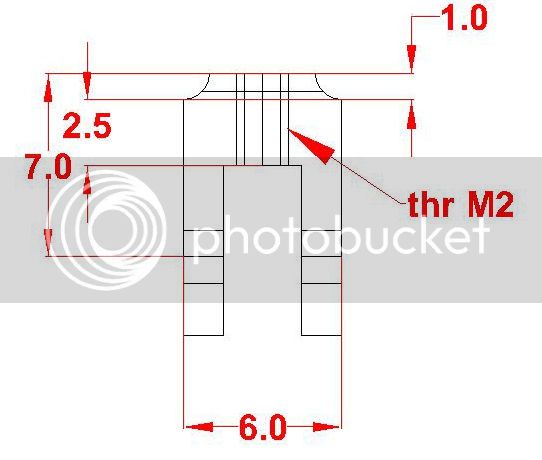
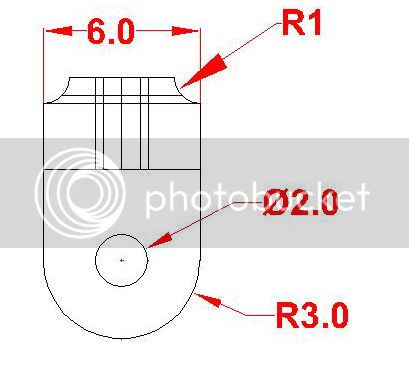
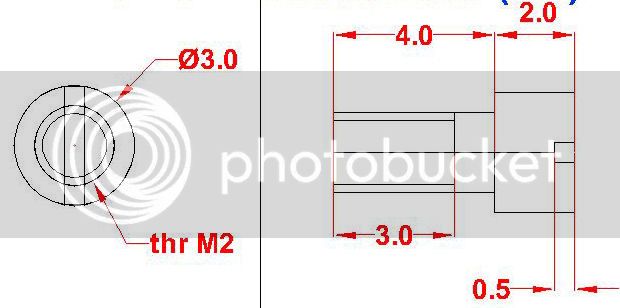
Here are some extracts from the updated drawings.
BUILD APPROACH
Overall Criteria
There were three important criteria for the formulation of the approach to the build.
- Do as much final machining as possible after soldering.
More precisely, try to limit the finish machining before soldering to surfaces which are going to be in contact for soldering. However there are surfaces which are not contact surfaces to be soldered but which would be very difficult to machine after soldering. In the case of the Cylinder Unit this is true of:
- those portions of external wall of the Cylinder Tube wall which are not in contact with the Cylinder Face;
- the front and rear faces of the Cylinder Face;
- the threaded portion of the Exhaust Nipple;
- the steam passages milled into the rear surface of the Cylinder Face.
Thus the surfaces to be finished machined after soldering are:
- Cylinder Tube: the bore and the upper and lower faces to the covers
- Cylinder Face: The Face itself and the upper and lower edges
For all these surfaces the preliminary machining in preparation for soldering must leave excees material (roughly 0.5mm) to be removed after soldering.
- Limit the oxidization of surfaces to be soldered both by reducing as much as possible the elapsed time between preparing the surfaces and actually doing the soldering and by keeping the parts in plstic bags during the waiting time
Brass surfaces oxidize and the solder does not take to the oxide layer. So for surfaces which are not to easy to brush up before soldering, it is important to minimize the oxidation by limiting the waiting time and/or the oxygen before soldering.
- The three parts to be soldered must be held in position firmly during soldering.
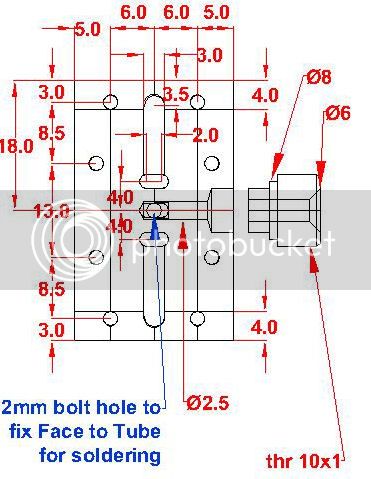
Remember that for silver soldering the fit between contact surfaces must be neither too tight nor too loose; silver solder requires a bit of space (a few thou) but not too much to work it's capilary magic. The Exhaust Nipples can be made to hold themselves in the holes of the Cylnder Face by making one or two small bumps on their surfaces with a punch. Holding the Cylinder Face and the Cylinder Tube together in the right position needs a bit more ingenuity; I decided to use a sacrificial 2mm brass bolt which passes through the Cylinder Face in what later will become the exhaust port and which screws into a shallow (3mm) threaded hole in the Cylinder Tube wall (which will be 3.5mm thick after finish machining).
Preparing the Cylinder Face
The only difficult part to prepare for soldering is the Cylinder Face, because it requires final machining of it's stepped curved surface which makes contact with the outer surface of the Cylinder Tube wall. After considering various alternatives I decided to use a boring bar between centers and to mount the Cylinder Face on the upper surface of the cross slide not below the boring bar as I have done on other occasions but behind the boring bar so that the center line of the Cylinder face is at the same height as the lathe's axis. To do this I used a robust 90 deg angle plate on which I mounted a pair of brass "jaws" and a small brass End Stop. The upper edge of the lower jaw is at exactly the right height (ie 11 mm lower than the lathe's spindle axis). The upper jaw has three 6mm grubscrews to hold the Cylinder Face in place during machining (with a piece of protecting brass between the screws and the work piece).
This arrangement gives me big advantages:
- I can use the boring bar itself to ensure that the face of the angle plate is parallel to the lathe's splindle axis. Knowing the radius of the boring bar (10mm) I can then set the zero of the cross slide index dial.
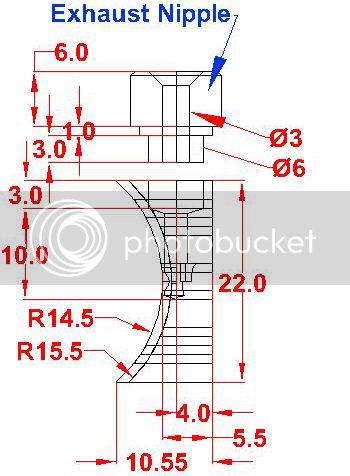
- I can then use the face of the angle plate to adjust the radius of the arc described by the cutter. For example the smaller arc has a radius of 14.5mm; so I set the angle plate to be at 4.5mm from the boring bar and then adjust the cutter to just touch without marking the angle plate.
- I can use the movement and index dial of the cross slide to vary and control the distance of the Cylinder Face from the cutter, both for setting the depth of cut and for doing the final cut with the axis of the Cylinder Face curves exactly coinciding with the spindle axis of the lathe.
To check the radii of the two outer sections (radius 15.5mm) and the single inner section (radius 14.5mm), I plan to prepare from scrap brass rod two short cylinders with appropriate diameters.
The two outer sections can be prepared using the same tool and without altering its radius setting simply by reversing the boring bar between the centers (i.e the head end becomes the tailstock end and vice versa) and then making the lathe spindle rotate backwards. This is perfectly safe on my lathe because the working interface of the lathe spindle is a bayonet and not a thread.
BUILD LOG
Exhaust Nipples - non contact surfaces
First I prepared the non contact surfaces of the nipples. While at it I made four because the live steam nipples are the same. The contact surfaces will be machined nearer to soldering time...
Cylinder Faces
Then I started the pre-soldering machining of the Cylinder faces. The two rectangular blocks shown in the image below were recovered by milling away the excess from two pieces from the 25mm brass rod. The width (22mm) is final size but the thickness (10.55mm) and the height (36mm) have at least 1.5mm of excess material.
For both thickness and height one of the two faces is chosen as the reference face and the excess material on it is taken to be exactly 0.5mm. Bearing this in mind the exhaust passage and the 6mm hole to receive the Exhaust Nipple were positioned and drilled.
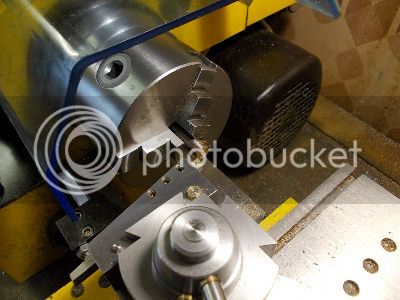
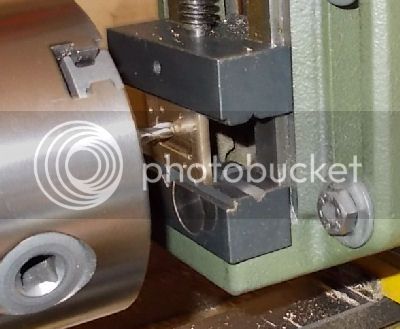
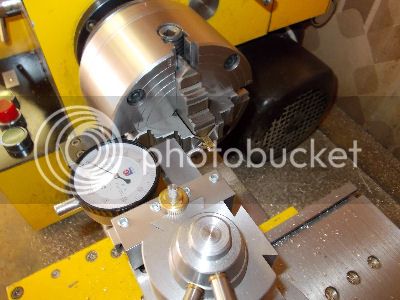
Now it was time to use the jig for making the arcs. Here is the boring bar being used to set up the jig with the face of the angle plate parallel to the lathe axis.
This phote shows the first Cylinder Face with the central arc (radius 14.5mm) finished so that the outer face of the Cylinder Face (ie the face of the angle plate) at exactly 20.5mm from the lathe axis. (The extra 0.5mm will be removed after soldering).
Before proceeding with the outer arcs of the first cylinder, I made the central arc of the second Cylinder face.
These central arcs were the easy ones; the outer arcs require more attention! With no Cylinder face in the jig, the boring bar cutter was adjusted to have a radius of 15.5 mm and the lathe's carriage stop was moved to the right of the carriage and set so that rightward movement of the carriage would be blocked when the cutter edge was exactly 32.5mm from the End Stop of the jig. The first Cylinder face was then mounted with the reference end up against the End Stop. In this position the right end outer arc was machined again making sure that the last cut was with the face of the angle plate at 20.5mm from the lathe axis. The next two photos show the setup (note the carraige stop) and the result (with the boring bar out of the way).
I then removed the first Cylinder Face from the jig and repeated the operation for the second one.
To do the left end outer arcs the secong Cylinder Face was removed from the jig, the carriage stop was restored to the usual side of the carriage and, without altering the setting of the cutter, the dog was moved to the opposite end of the boring bar which was in consequence reversed ie its cutting edge was on the right and had to move downwards to do the cutting. The carriage stop was set so that leftward movement of the carriage would be blocked when the cutter's edge was 4.5 mm from the End Stop of the jig. The first Cylinder face was then remounted in the jig again with its reference end up against the jig's end stop. In this position the right end outer arc was machined again making sure that the last cut was with the face of the angle plate at 20.5mm from the lathe axis. The phote shows the setup with the cutter in this upside down position.

Then the same again for the other Cylinder Face. Here you see the two Cylinder Faces at this stage of the game. Before soldering they still need a bit of milling but that will wait until it can be done with the same milling lathe setup as the Cylinders.
Turning the Cylinder Tubes
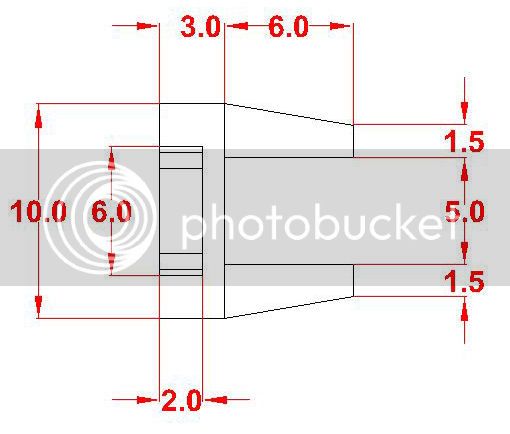
The Cylinder Tubes are machined from two bits of 32mm brass rod; I cut these bits long enough so that I can also make the upper and lower flanges for the cylinders. The first step was to face off the end and then drill and bore to a depth of 39mm a hole of diameter 21mm (i.e. 1 mm less than the final diameter of the cylinder bores.
Then the outer diameter of the Cylinder Tube rims was machined to final size (diameter 31mm). This are a contact surfaces for soldereing so one must remember to avoid touching them.
The lathe carriage stop was then set so that leftward movement of the carriage would be blocked with the tool cutting edge at 32.5mm from the face. To make this measurement I use the index dial of the compound slide. Then the machining was done with the knife tool gradually increasing the depth of cut as the carriage advanced. After four passes with a maximum cut depth of 0.25mm I had the result shown in the next pic: a shallow cone starting near the right end and ending about 6mm short of the position defined by the carriage stop. These last 6mm have their final diameter of 29mm.
The job was then completed in a similar fashion using a right shouldered knife tool with the carriage stop on the right of the carruage up to a shoulder 4.5mm to the left of the cylinder end. Here is the result; the Cylinder Tube on it's own and then the Cylinder Tube with a Cylinder Face perched on top of it.
The final turning step was of course to part the Cylinder Tube off for an over length of about 37mm i.e. about 0.5mm of excess material at each end.
I then did all this over again for the second Cylinder Tube. Before soldering both Cylinder Tubes still require machining with the lathe in it's milling configuration.
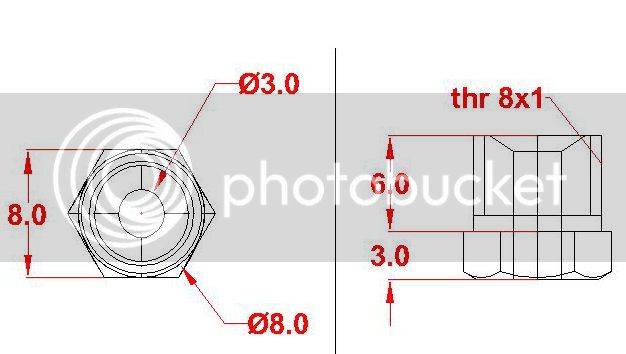
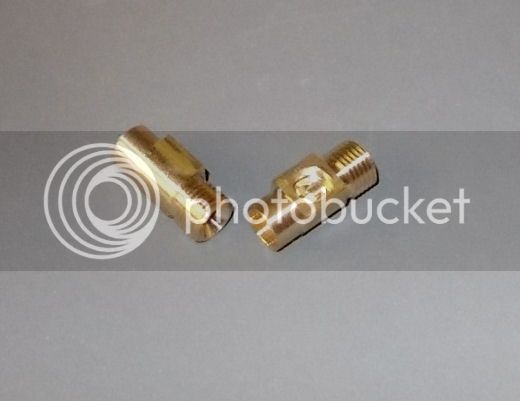
Finishing the Exhaust Nipples
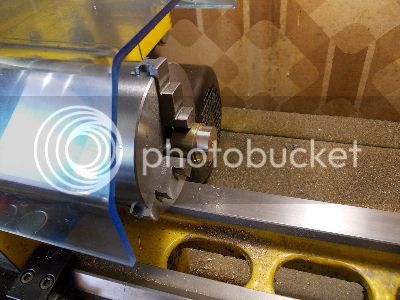
Before converting my lathe to it's milling configuration I made the two sacrificial bolts and finished the turning of the Exhaust Nipples. To do this I held them by their threads using a suitable hex nut as shown in the pic below.
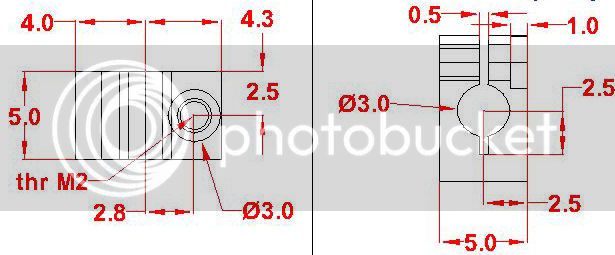
Making holes in the Cylinder Tube walls
Here you see the shallow hole for the sacrificial bolt being tapped.
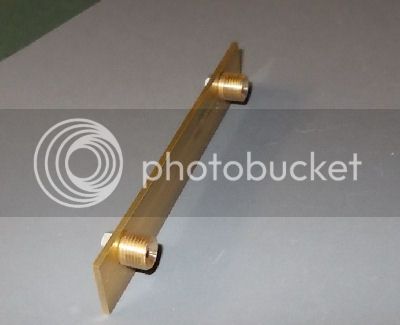
The next pic shows a Cylinder Tube being set up at an angle of 70 degrees from the lathe axis, in preparation for drilling the steam hole through the cylinder wall.
The next three pics show the milling of a small flat, the spot drilling and the final drilling of the steam hole.
Making holes in the Cylinder Faces
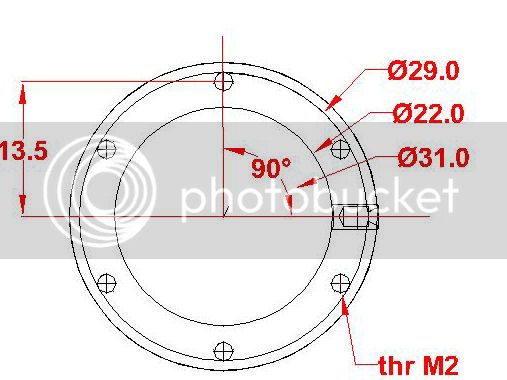
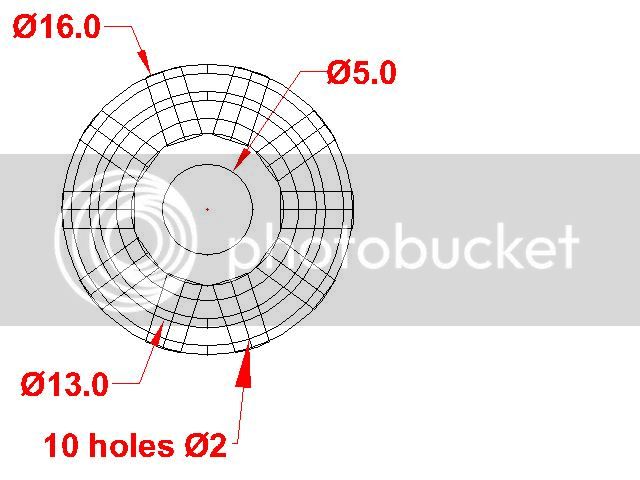
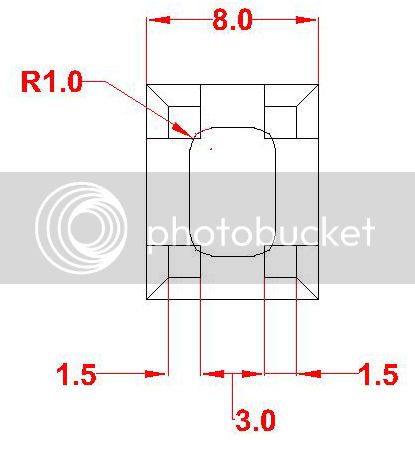
The Cylinder Faces have a 2mm hole at the center of the inner arc and two 3mm width steam channels to connect the steam ports to the holes through the Cylinder Tube walls.
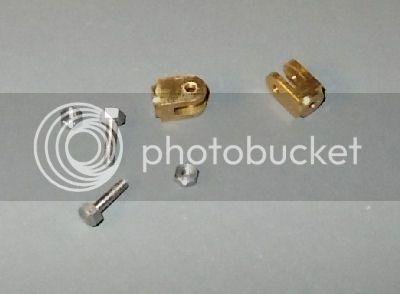
Sub-parts ready for soldering
The pic below shows the three sub-psrts and scrificial bolt for each of the two Cylinder Units.
WHAT'S NEXT?
The next post will report of the work needed to complete the two Cylinder Units namely the silver soldering and then the final machining. As I mentioned before I'm always a bit nervous when there is silver soldering to be done, particularly when the parts being soldered are not small....