F
formula156
Guest
I've only ever threaded with taps and dies, but I'm ready to start on my lathe (MicroMark 7x14 mini lathe) and I've got a few questions I haven't found answers to yet.
1) I've heard that the cutting tool should have a flat tip 1/8 the size of the thread pitch. Does anyone do this, and is it necessary?
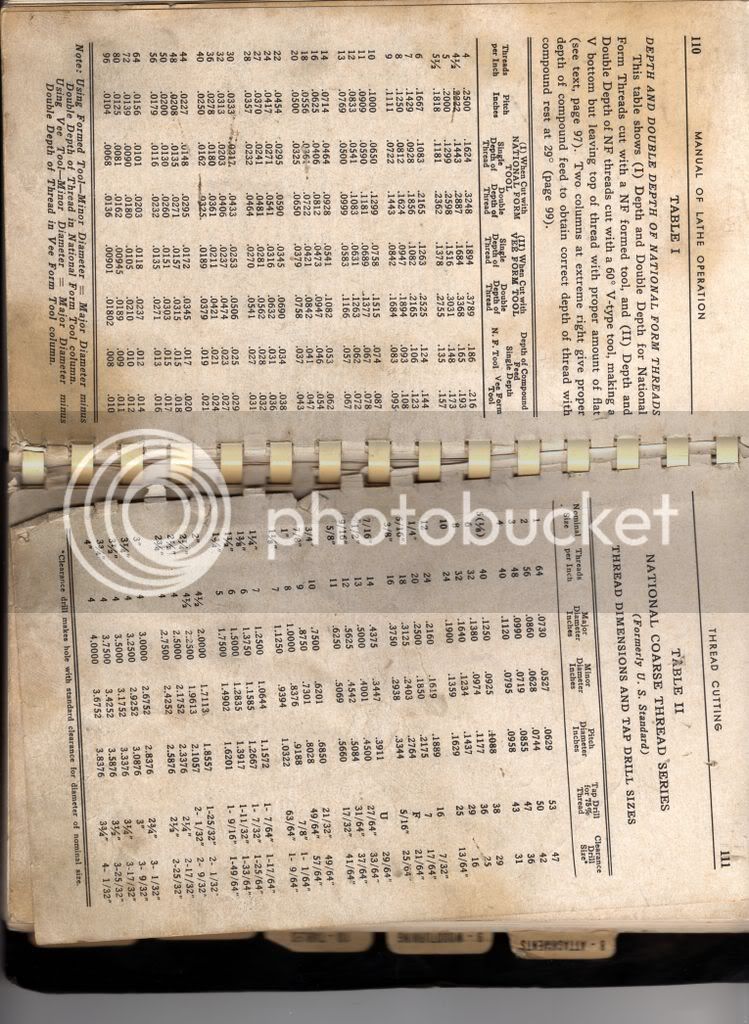
2) Where could I find some charts that show all the info I need for the thread (pitch diameter, major and minor diameters for OD and ID threads), basically everything I need. The thread I need to cut is 1/2-28, which isn't a standard UNC or UNF thread, so I'm having trouble finding the information I need.
Thanks for the help guys!
1) I've heard that the cutting tool should have a flat tip 1/8 the size of the thread pitch. Does anyone do this, and is it necessary?
2) Where could I find some charts that show all the info I need for the thread (pitch diameter, major and minor diameters for OD and ID threads), basically everything I need. The thread I need to cut is 1/2-28, which isn't a standard UNC or UNF thread, so I'm having trouble finding the information I need.
Thanks for the help guys!