




The purchase of a new rotary table has allowed me to complete the last few bits on the fowler cylinder that I have been working on for the last couple of months. Quite a relief to get to the end of a major item with no broken drills or taps, helped no doubt by the quality of MJ Eng's castings which were all clean and flawless.
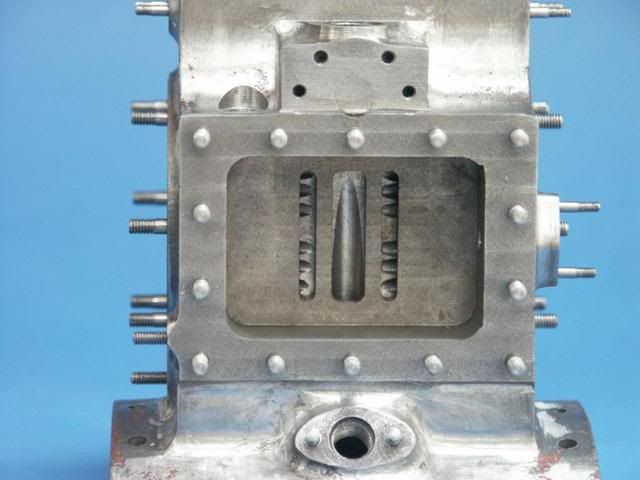
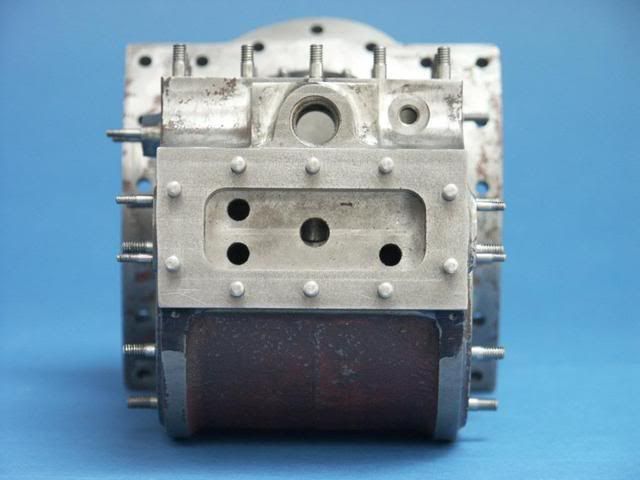
A few views of the finished casting



The port faces still require lapping but I'm happy that all the steam passages ended up in the right place.
The front cover was straight forward turning of the CI blank, the decorative cover was my first go at spinning, rather pleased with the way it turned out (22swg steel over a hardwood former)

The rear cover was one of the first jobs for the div head/RT, all seems to fit well with parallel bars

Valve chest cover is just a bit of 1/8" steel with the etched plate from MJ soft soldered into place, the regulator cover had the square hole cast in so that bit was easy

The valve rod was machined from a length of 5/8 rod, plenty of swarf as the threaded end is only 5BA


And here it is all put together




Jason
A few views of the finished casting
The port faces still require lapping but I'm happy that all the steam passages ended up in the right place.
The front cover was straight forward turning of the CI blank, the decorative cover was my first go at spinning, rather pleased with the way it turned out (22swg steel over a hardwood former)
The rear cover was one of the first jobs for the div head/RT, all seems to fit well with parallel bars
Valve chest cover is just a bit of 1/8" steel with the etched plate from MJ soft soldered into place, the regulator cover had the square hole cast in so that bit was easy
The valve rod was machined from a length of 5/8 rod, plenty of swarf as the threaded end is only 5BA
And here it is all put together
Jason

