




Owen_N
Well-Known Member
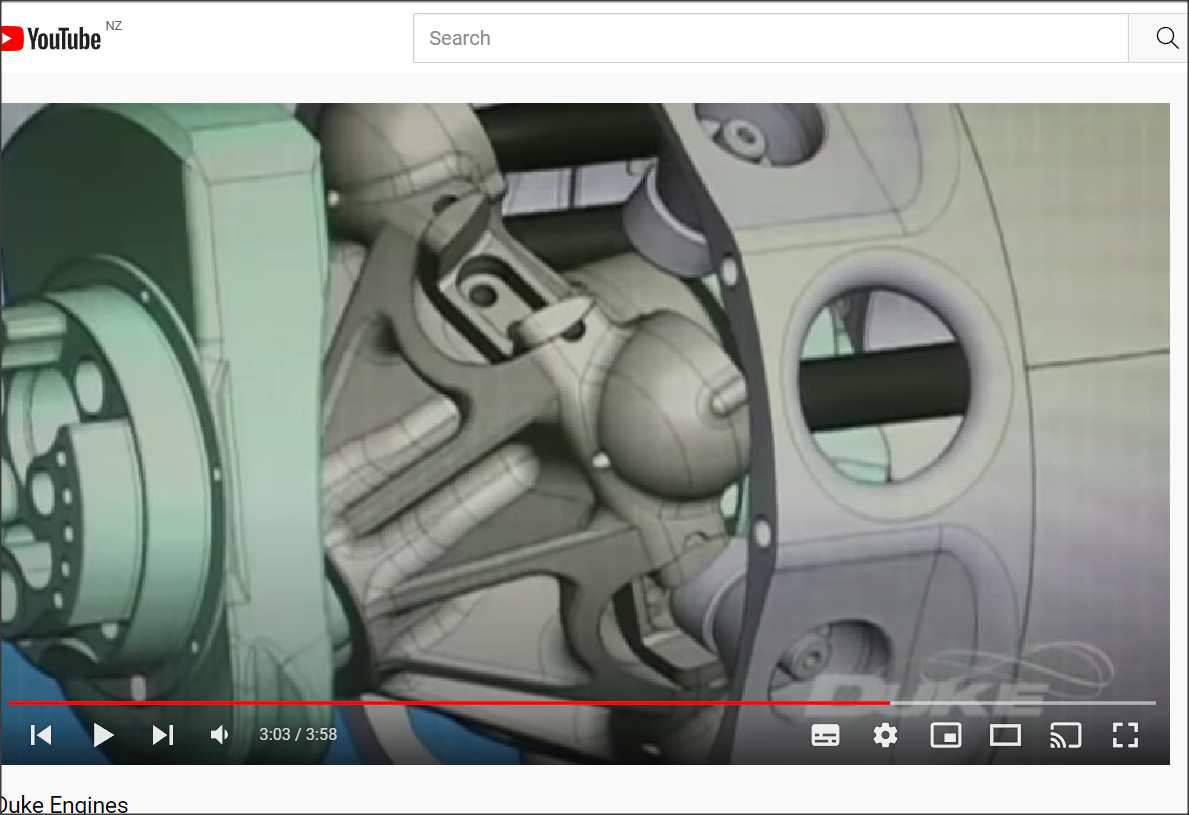
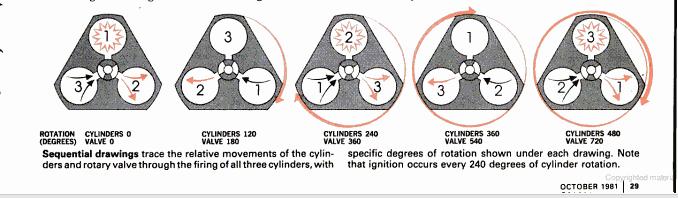
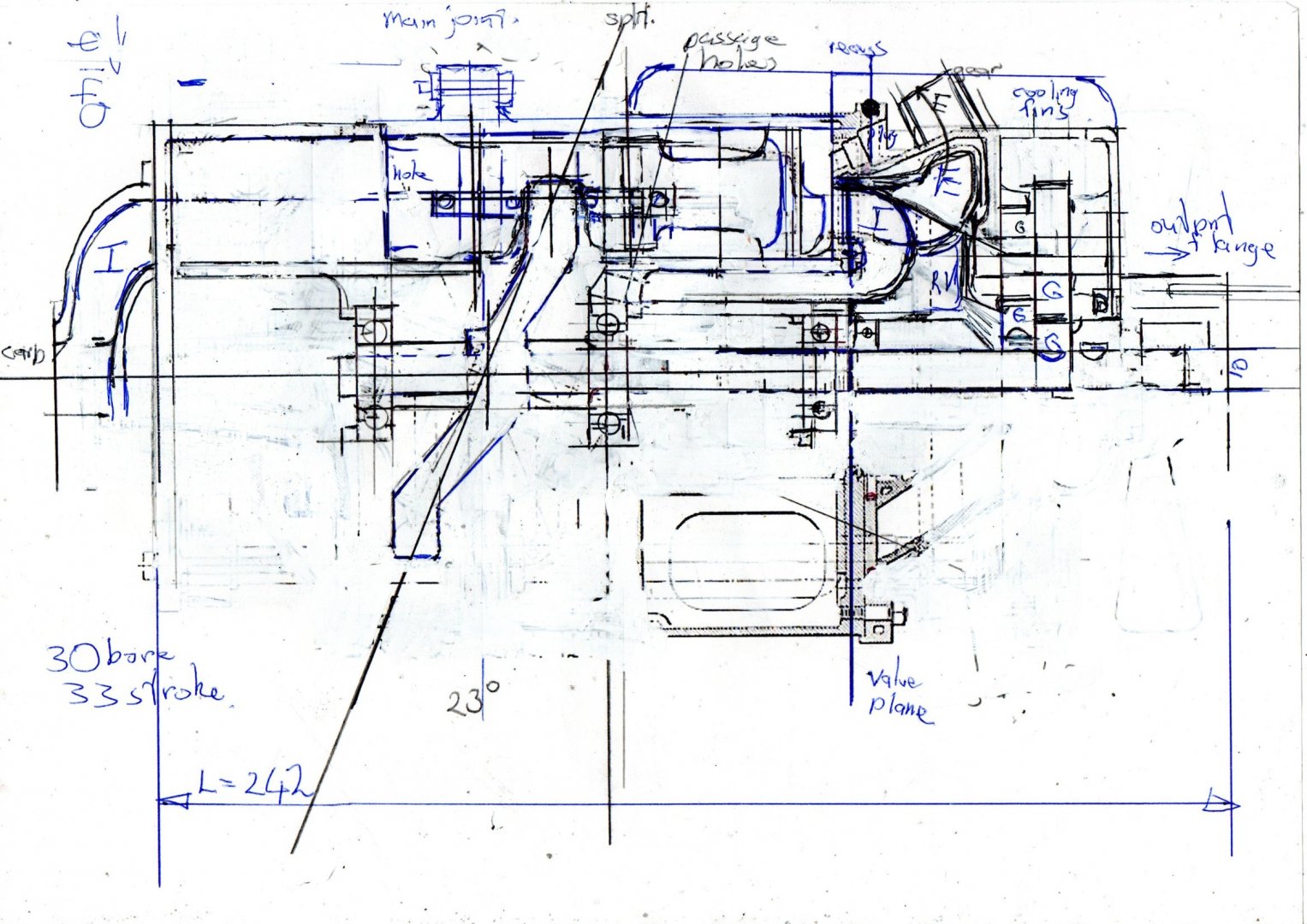
This is based on the Duke and the Bristol designs, and is intended to be 3 cylinder air-cooled, rotary valve.
4-stroke, swept volume of 90 to 100cc, intended to have an RC model aircraft propeller drive, about 23 inch prop diameter.
this takes 4.5 to 5 hp basic to spin at 6,000 rpm. 6500-7000 rpm output with the test prop could be a more advanced aim.
The Bristol engine was quite a good bus engine in the 1920's and early to mid 30's.
Presumably designed to fit under the bus floor.
Only about half a dozen variations were made and used.
The Duke uses a variation on the wobble gearbox as a synchroniser. This also takes some of the torque thrust.
The Duke also has universal joints on the wobble-frame end, and standard wrist pins at the piston.
The wobble bearing setup looks quite robust.
The Duke is a modern version, but seems to have gone quiet since 2016.
Presumably no-one wanted to take them over. Their engines have been extensively tested.
It is a tough market out there for engines!
The Duke engine has an internal engine block that rotates.
I think a stationary block and a double-sided rotary valve like the Bristol, should work ok.
Duke made a 950cc 125hp version suited to motorcycles, and a 3 litre version for cars.
I don't think they got as far as emissions certification, which is a rather expensive moving target.
I could use standard sealed UV joint centres and grease-packed rollers, which should be good for 6000 rpm.
I propose to use two-stroke premix and draw it through the bottom case.
This avoids the need for using 3-ring sets and an oil circulation system, on a small engine.
A valve plate ratio of 1.5:1 may work. I have seen that on another design.
If the mixture is drawn up alongside the axial shaft, it could help cool the inside "faces" of the cylinders.
Lengthways fins are probably best for a straight shot from the cooling fan.
Images of both designs are included here.
A weight-power aim is for 4 kw for 2 kg. That is better than the Duke, but the air cooling should help.
Sliding faces on the rotary valve could be Nikasil on aluminium, as well as in the cylinders.
should everything be made of eutectic silicon-aluminium- rotary valve. pistons, barrels?
The wobble frame could be a stronger, more ductile aluminium, or aluminium-bronze?
The more ductile heat treated aluminiums don't do well with elevated temperatures.
There is one used for forged race pistons, but it is softer than eutectic Aly.
4-stroke, swept volume of 90 to 100cc, intended to have an RC model aircraft propeller drive, about 23 inch prop diameter.
this takes 4.5 to 5 hp basic to spin at 6,000 rpm. 6500-7000 rpm output with the test prop could be a more advanced aim.
The Bristol engine was quite a good bus engine in the 1920's and early to mid 30's.
Presumably designed to fit under the bus floor.
Only about half a dozen variations were made and used.
The Duke uses a variation on the wobble gearbox as a synchroniser. This also takes some of the torque thrust.
The Duke also has universal joints on the wobble-frame end, and standard wrist pins at the piston.
The wobble bearing setup looks quite robust.
The Duke is a modern version, but seems to have gone quiet since 2016.
Presumably no-one wanted to take them over. Their engines have been extensively tested.
It is a tough market out there for engines!
The Duke engine has an internal engine block that rotates.
I think a stationary block and a double-sided rotary valve like the Bristol, should work ok.
Duke made a 950cc 125hp version suited to motorcycles, and a 3 litre version for cars.
I don't think they got as far as emissions certification, which is a rather expensive moving target.
I could use standard sealed UV joint centres and grease-packed rollers, which should be good for 6000 rpm.
I propose to use two-stroke premix and draw it through the bottom case.
This avoids the need for using 3-ring sets and an oil circulation system, on a small engine.
A valve plate ratio of 1.5:1 may work. I have seen that on another design.
If the mixture is drawn up alongside the axial shaft, it could help cool the inside "faces" of the cylinders.
Lengthways fins are probably best for a straight shot from the cooling fan.
Images of both designs are included here.
A weight-power aim is for 4 kw for 2 kg. That is better than the Duke, but the air cooling should help.
Sliding faces on the rotary valve could be Nikasil on aluminium, as well as in the cylinders.
should everything be made of eutectic silicon-aluminium- rotary valve. pistons, barrels?
The wobble frame could be a stronger, more ductile aluminium, or aluminium-bronze?
The more ductile heat treated aluminiums don't do well with elevated temperatures.
There is one used for forged race pistons, but it is softer than eutectic Aly.
Attachments


Last edited:









")