




Hi Tony
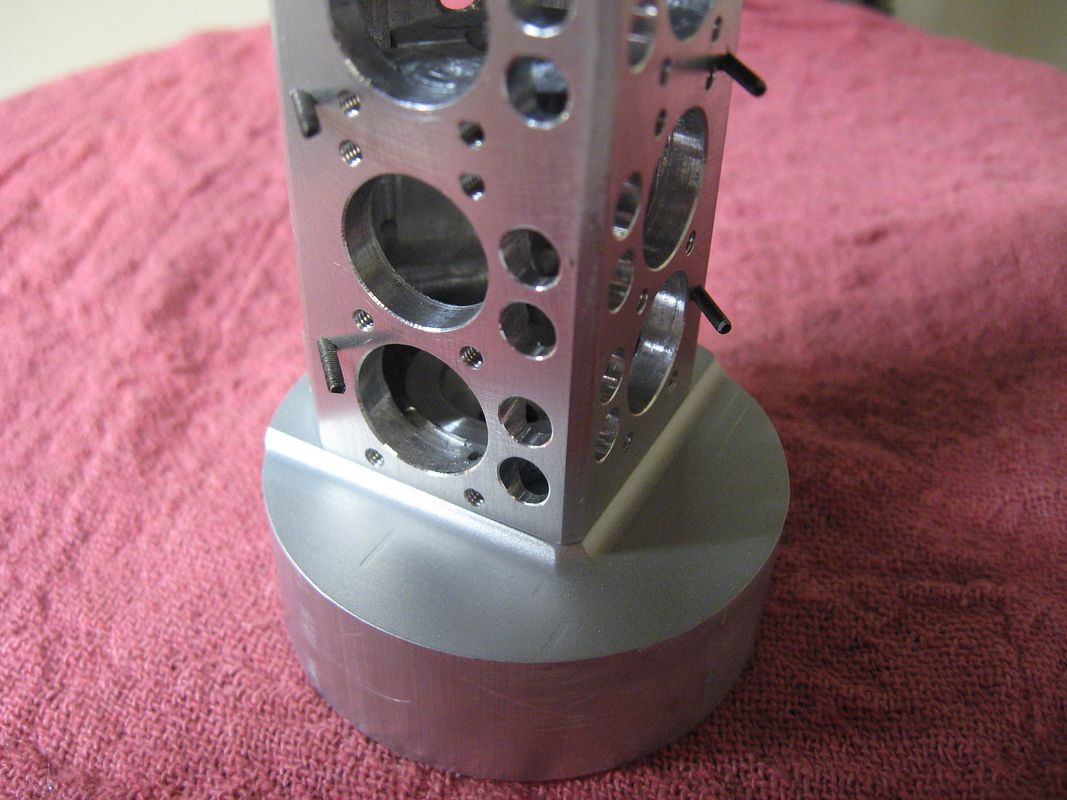
Well the rear housing is finished, obviously filing is not one of my core skills any more this would have been a great part to make in one hit on a twin spindle mill turn, the alignment front to back is OK with the phosy bronze bushes in place & bearings.I was looking at the assembly while having a couple of Becks when I thought that I could have the best of both worlds by putting the engine on top of the TV so I could watch TV & the engine both at the same time,I told my wife who said it could also go to recycling with the old beer cans it is locked up safe in the shop now. I am having a couple of days off now & then I am going to start on the camshaft & crank I have never machined anything like this before & dont think it is worth making any more of the moving parts until they are made. I will let you know how I get on probably in about 6 months time! Your right about the UK I am based in the Isle of Man
Cheers
Ray

Well the rear housing is finished, obviously filing is not one of my core skills any more this would have been a great part to make in one hit on a twin spindle mill turn, the alignment front to back is OK with the phosy bronze bushes in place & bearings.I was looking at the assembly while having a couple of Becks when I thought that I could have the best of both worlds by putting the engine on top of the TV so I could watch TV & the engine both at the same time,I told my wife who said it could also go to recycling with the old beer cans it is locked up safe in the shop now. I am having a couple of days off now & then I am going to start on the camshaft & crank I have never machined anything like this before & dont think it is worth making any more of the moving parts until they are made. I will let you know how I get on probably in about 6 months time! Your right about the UK I am based in the Isle of Man
Cheers
Ray


")


