smfr said:
Can you expand on that? How can you determine that a face mill has good rake and insert geometry?
Thanks
Simon
Hi Simon - I messed with several before I found one I really like. Most of the inexpensive face mills use triangular TPG inserts, and the inserts are presented to the work with zero rake. They work, but IMO are prone to chatter and poor finishes compared to face mills that use dedicated inserts, rather than the very generic TPG inserts.
Unfortunately, they can be pretty expensive. The good news is, I am still on the original set of inserts after five years of use, and have only rotated them once.
Here's a typical cheapie:
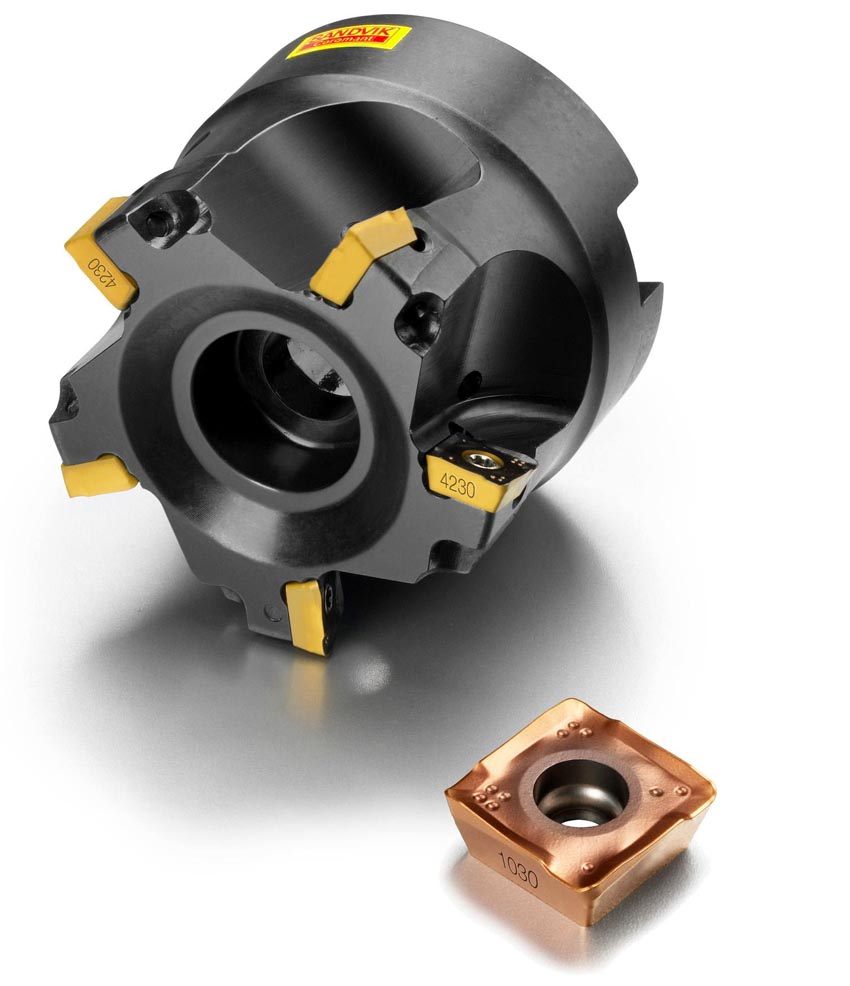
And one of many with inserts designed for milling with good geometry. You can take a mill like this and plow a 2" path 0.062" deep through 7075 aluminum and it looks like it was done by a grinder. Although more normally, I'd rough with a 3/4" rougher, leaving behind 0.010" or so for cleanup with the face mill.
Taking the anodize skin off of an aluminum extrusion:
Sorry for the large pics. If you can't tell, I love mine, and it is one of my favorite (and most often used) mill cutter. Saves a LOT of time, not having to go back and forth, back and forth, with a tiny end mill. The traditional Home Shop way to do this is fly cutting. Fly cutters do work, and are great for a budget, but I haven't touched mine since I picked up a good face mill.
These are two-piece deals - you'll need an arbor, and the cutter head itself. Different heads can be used on the same arbor.






") Have a full woodworking shop that includes a Southbend wood lathe. Ever seen one of those? Kinda off topic....
Have a full woodworking shop that includes a Southbend wood lathe. Ever seen one of those? Kinda off topic....