




Cedge
Well-Known Member
- Joined
- Jul 12, 2007
- Messages
- 1,730
- Reaction score
- 29
The Ghost of Bogster Swamp still lives!!!....(grin) I had an email from John sharing what he's been up to. He's been tinkering in his shop while he awaited the recent delivery of his final replacement lathe. He sends his best to all.
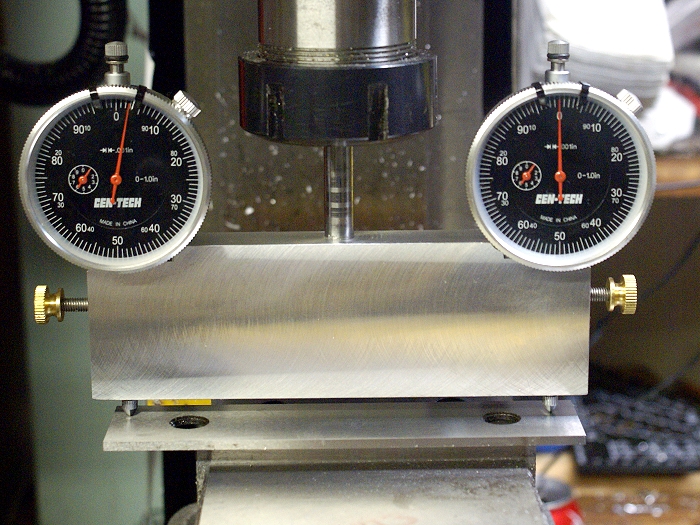
One of his projects caught my eye and instantly became a "gotta try it" item. The photos below show a tramming tool I've just finished, based on the one he's building. The design is not original to either of us, but neither of us wanted to spend the $150.00 - $200.00 they sell for. I've got less than $25.00 in mine and it's already worth more than the price of admission , having used it only once in anger.
The bar was turned on the lathe so that all the relevant axis are square and concentric. This was then proved by taking test measures at 180° positions.
I tram my mill often and never liked using the DTI due to the gymnastics it required to take a reading. Old hands might take it in stride, but I consider it a PITA. I have been using the Nano-Tram device and felt it was doing a reasonably accurate job. It got things pretty close and I'm not putting it down, especially to those who use it.
When I completed this tool and calibrated it, I was to learn several things that rocked me back on my heels.
#1.... The Chinese drill chuck that came with the mill sucks rocks and is out of true by more than .006 in one direction and .004 in another. repeatability is non existent.
#2... the Nano-Tram was getting things pretty damned close.... .002 off the mark on X and .004 on the Y axis. Most of the Y error was due to the column needing shimming.
#3... Never trust a vise to be parallel top and bottom.
Tram tool after adjustment to X axis at the bottom surface of work vise.

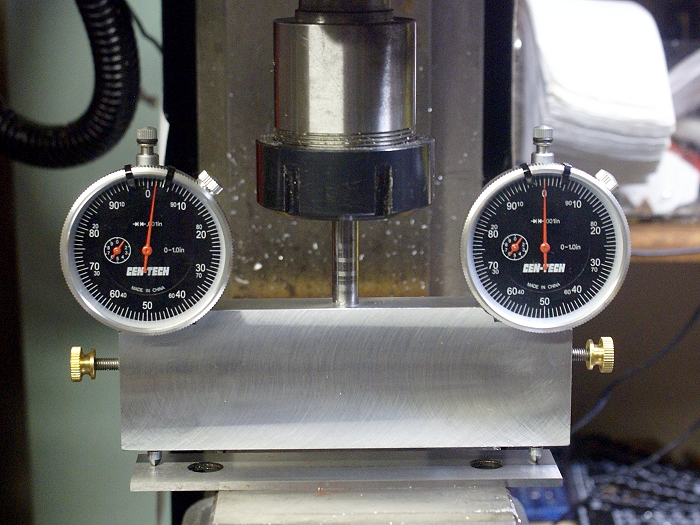
Checking the top edge of movable jaw.... note the .004 variance
Top edge now parallel with bottom surface for visual reference only

Note the .002 variance between the top plate and the bottom surface
This post is not intended to stir debate about preferred tramming methods or which one is right or wrong. It's shared to show one more way to skin the proverbial cat. Does it work? I'll let you judge for yourself. All I know is that the tool is easy to use and gives a good clear visual representation of the tram and the difference afterward was quite remarkable.
Steve
One of his projects caught my eye and instantly became a "gotta try it" item. The photos below show a tramming tool I've just finished, based on the one he's building. The design is not original to either of us, but neither of us wanted to spend the $150.00 - $200.00 they sell for. I've got less than $25.00 in mine and it's already worth more than the price of admission , having used it only once in anger.
The bar was turned on the lathe so that all the relevant axis are square and concentric. This was then proved by taking test measures at 180° positions.
I tram my mill often and never liked using the DTI due to the gymnastics it required to take a reading. Old hands might take it in stride, but I consider it a PITA. I have been using the Nano-Tram device and felt it was doing a reasonably accurate job. It got things pretty close and I'm not putting it down, especially to those who use it.
When I completed this tool and calibrated it, I was to learn several things that rocked me back on my heels.
#1.... The Chinese drill chuck that came with the mill sucks rocks and is out of true by more than .006 in one direction and .004 in another. repeatability is non existent.
#2... the Nano-Tram was getting things pretty damned close.... .002 off the mark on X and .004 on the Y axis. Most of the Y error was due to the column needing shimming.
#3... Never trust a vise to be parallel top and bottom.
Tram tool after adjustment to X axis at the bottom surface of work vise.
Checking the top edge of movable jaw.... note the .004 variance
Top edge now parallel with bottom surface for visual reference only
Note the .002 variance between the top plate and the bottom surface
This post is not intended to stir debate about preferred tramming methods or which one is right or wrong. It's shared to show one more way to skin the proverbial cat. Does it work? I'll let you judge for yourself. All I know is that the tool is easy to use and gives a good clear visual representation of the tram and the difference afterward was quite remarkable.
Steve
") I do have to walk around the end of the table to read the guage when it faces back.
I do have to walk around the end of the table to read the guage when it faces back. 

