




Thank you all Gentlemen :bow:
I do believe some of it is starting to penetrate my cranium ??? .............. John S ........... I (at last) perceive why a threading dial indicator is not often fitted on a metric lathe after reading this (bottom of page, final sentence),
..... which leads me to another question, why is my "Metric" 9"x20" fitted with a TDI, with 8 Divisions .............. and at last the penny drops even further ......... in relation to John (BS)'s post :-[ ............ and earlier discussions
Anyway back to the Boxford, John (S) ........... I've eventually realised your last reply is in relation to a "TDI" for a metric Boxford, which also explains why an imperial one is about £30 and a metric one about 4x that price.
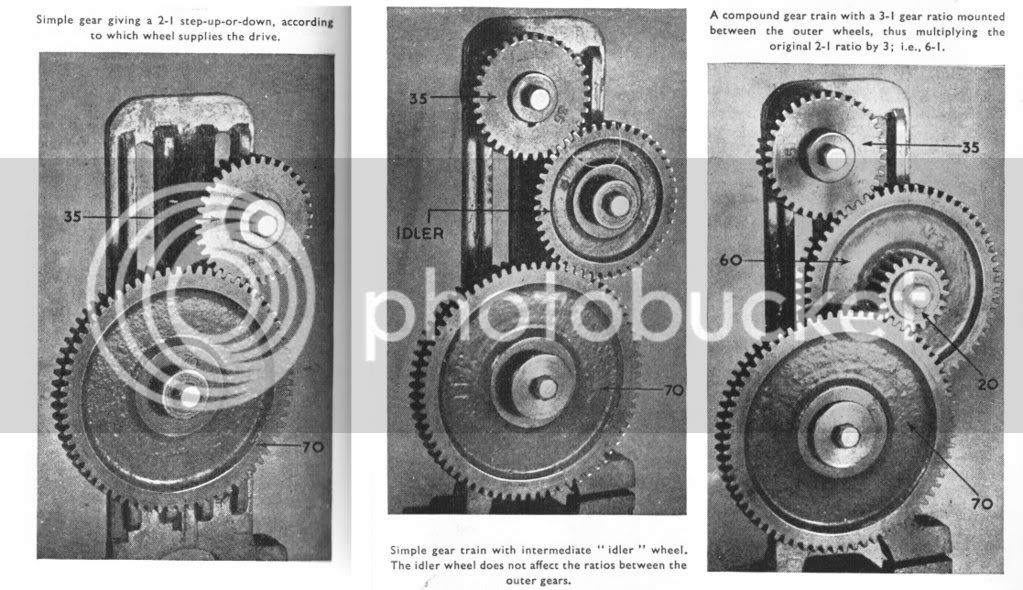
OK .......... it's late and I've done reading about metric and imperial threads for tonight as my head is hurting :") ....., think I'll go watch some "Tat" on the TV for half an hour whilst my brain slows down. Anyway, ....... last thing for now guys ........ anyone have a link to a picture showing the gearing set up using the compound gear.
....., think I'll go watch some "Tat" on the TV for half an hour whilst my brain slows down. Anyway, ....... last thing for now guys ........ anyone have a link to a picture showing the gearing set up using the compound gear.
Cheers ................... and Maryak ............ your advice is most welcome anytime
CC
I do believe some of it is starting to penetrate my cranium ??? .............. John S ........... I (at last) perceive why a threading dial indicator is not often fitted on a metric lathe after reading this (bottom of page, final sentence),
..... which leads me to another question, why is my "Metric" 9"x20" fitted with a TDI, with 8 Divisions .............. and at last the penny drops even further ......... in relation to John (BS)'s post :-[ ............ and earlier discussions
Anyway back to the Boxford, John (S) ........... I've eventually realised your last reply is in relation to a "TDI" for a metric Boxford, which also explains why an imperial one is about £30 and a metric one about 4x that price.
OK .......... it's late and I've done reading about metric and imperial threads for tonight as my head is hurting :
....., think I'll go watch some "Tat" on the TV for half an hour whilst my brain slows down. Anyway, ....... last thing for now guys ........ anyone have a link to a picture showing the gearing set up using the compound gear.Cheers ................... and Maryak ............ your advice is most welcome anytime
CC
.jpg")

