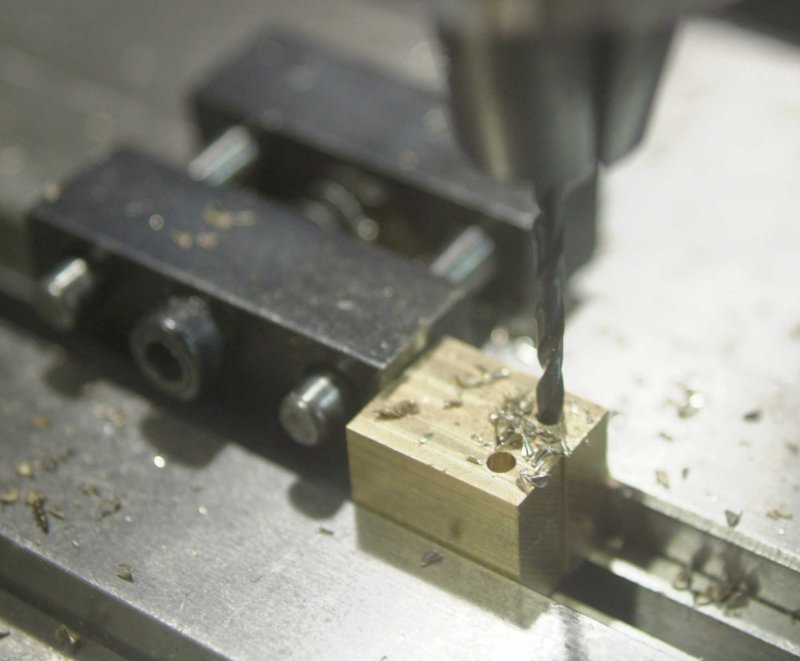
I spent last night's shop session in "production" mode, drilling holes in the push rod bearings and cam followers. After indicating the location of the corner between the vise jaw and the stop, I was able to get into "chuck, drill, move to other hole, drill, unchuck, repeat". I think that doing that as a pro would be tedious real fast.
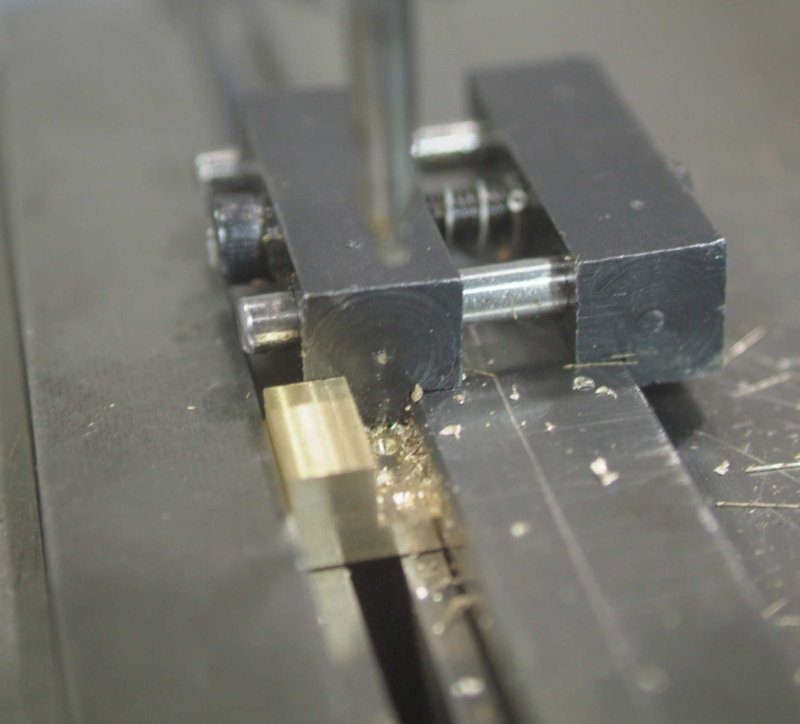
Here's the setup for the spot drilling pass. For the through holes I had to remember to move one parallel out of the way. :
")
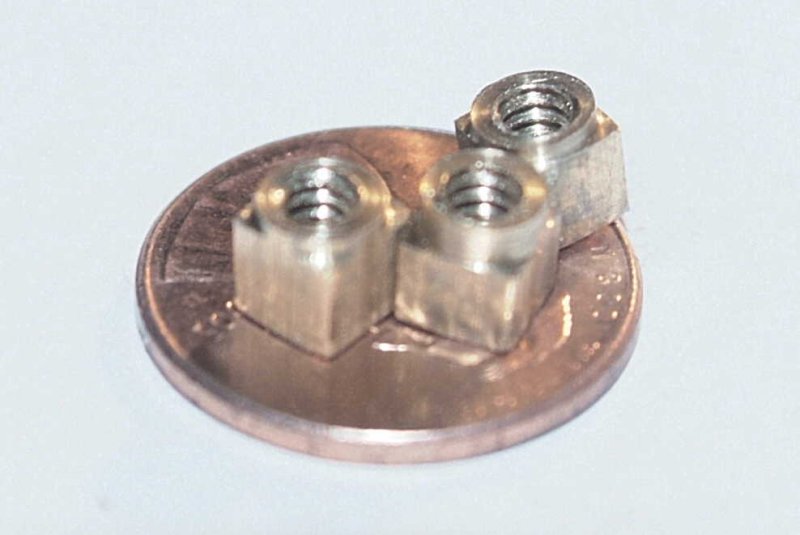
45 holes later, I had my little crop lined up:
The plan says to ream the horizonal hole, which needs a sliding fit with the pushrod. However the rods don't fit. I assume the previous builders lapped their rods to obtain a fit, but that doesn't sound practical for 15. I recently got a set of graduated reamers, and plan to try a #30 next session. That adds .003 to the diameter.
I also made some progress on the cam followers. The plan requires two threaded through holes. Rather than drill these after the profile is milled, I just pre-drilled them; this will eliminate any clamping problems later.
I had two pieces in the vise at a time, as the vise stop is wider than one piece.