




rodw
Well-Known Member
- Joined
- Dec 2, 2012
- Messages
- 1,146
- Reaction score
- 340
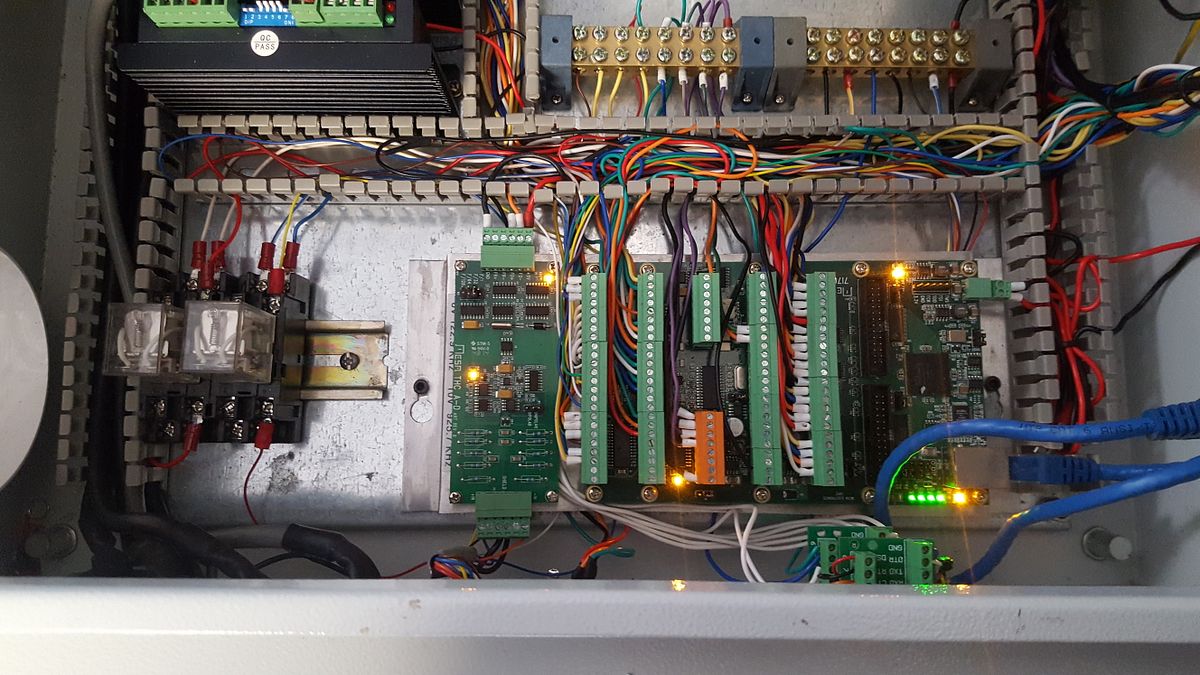
Well, I had a bit of a rethink about the ohmic sensor on a torch that does not have a shield as its the cutting tip that hits the plate so I moved onto other things. I spent a day and a half last weekend soldering up all of the connectors on the case

And an SMA coax connector for the wireless pendant closer to the top of the enclosure.

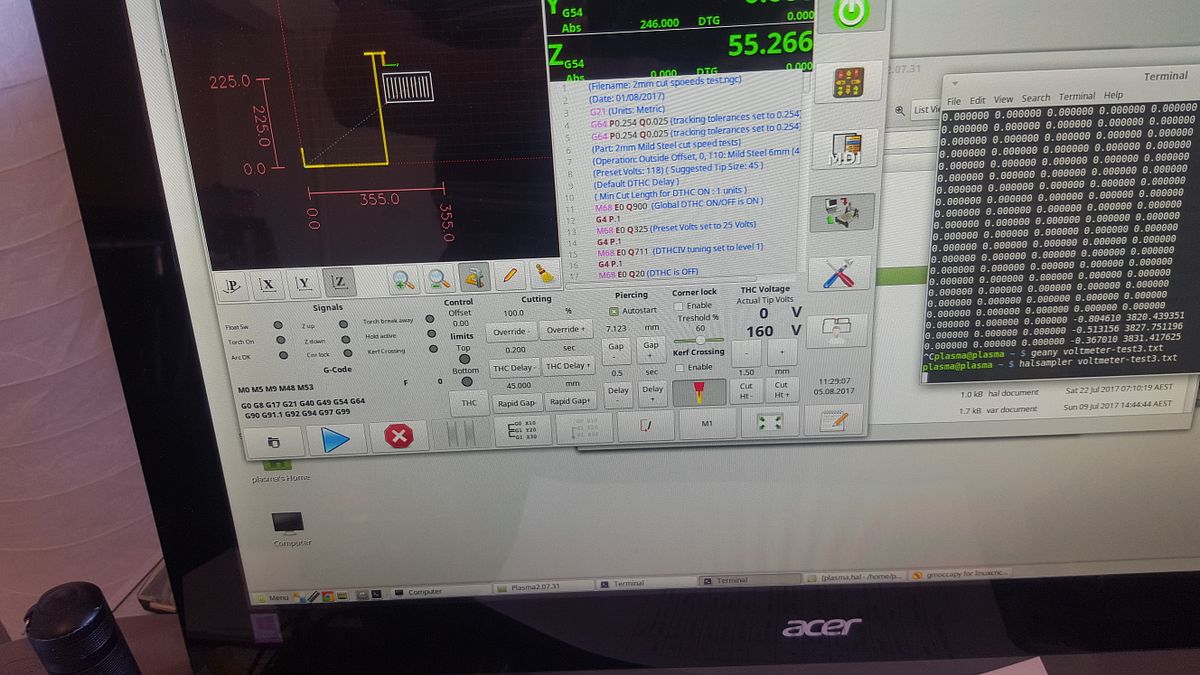
I had one stuffup that cost me hours trying to work out why the gantry was not homing correctly. Eventually today I worked out that I had accidently plugged the 5V stepper controller wiring back into the wrong controllers so stepgen 0 n the 7i76e was wired up to joint 1. This was OK except that the home and limit switches were unaffected. so when we homed, the wrong switch was triggered so the wrong motor kept running.
That will be all double dutch to anybody that is not using the new LinuxCNC joint axis homing sequence for gantries. What happens when homing is that the gantry heads towards the homing switches and when the first side hits the homing switch, it waits for the other side to catch up. Once it catches up, each side moves to the specified offset and then home is set.
The good part about this is that you can home the gantry in software by altering the offsets. In my case, the offsets were different by 2mm between sides to square the gantry.
The problem I had was the wrong side was trying to catchup which did not work very well... :cry: I only worked it out after I really slowed down the homing velocities so I could see what was going on.
Anyway, If I can massage a Sheetcam post processor, I might even be able to cut something this weekend! But don't hold your breath as I've got a busy few days coming up!
I also have a couple more wires to add to the cabinet for the 5th axis and a couple more things so I can seal the cabinet up once and for all. None of these are critical for the present config though.
And an SMA coax connector for the wireless pendant closer to the top of the enclosure.
I had one stuffup that cost me hours trying to work out why the gantry was not homing correctly. Eventually today I worked out that I had accidently plugged the 5V stepper controller wiring back into the wrong controllers so stepgen 0 n the 7i76e was wired up to joint 1. This was OK except that the home and limit switches were unaffected. so when we homed, the wrong switch was triggered so the wrong motor kept running.
That will be all double dutch to anybody that is not using the new LinuxCNC joint axis homing sequence for gantries. What happens when homing is that the gantry heads towards the homing switches and when the first side hits the homing switch, it waits for the other side to catch up. Once it catches up, each side moves to the specified offset and then home is set.
The good part about this is that you can home the gantry in software by altering the offsets. In my case, the offsets were different by 2mm between sides to square the gantry.
The problem I had was the wrong side was trying to catchup which did not work very well... :cry: I only worked it out after I really slowed down the homing velocities so I could see what was going on.
Anyway, If I can massage a Sheetcam post processor, I might even be able to cut something this weekend! But don't hold your breath as I've got a busy few days coming up!
I also have a couple more wires to add to the cabinet for the 5th axis and a couple more things so I can seal the cabinet up once and for all. None of these are critical for the present config though.









")
