




Hi,
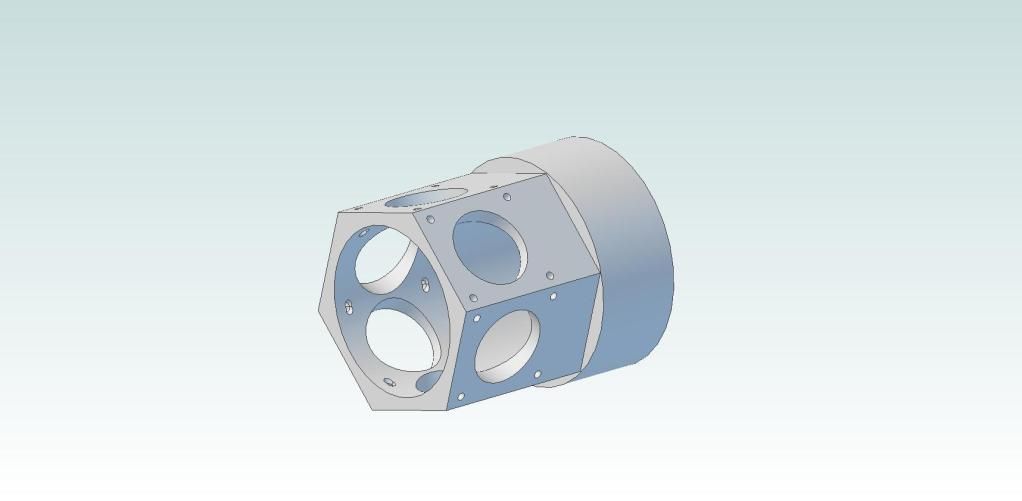
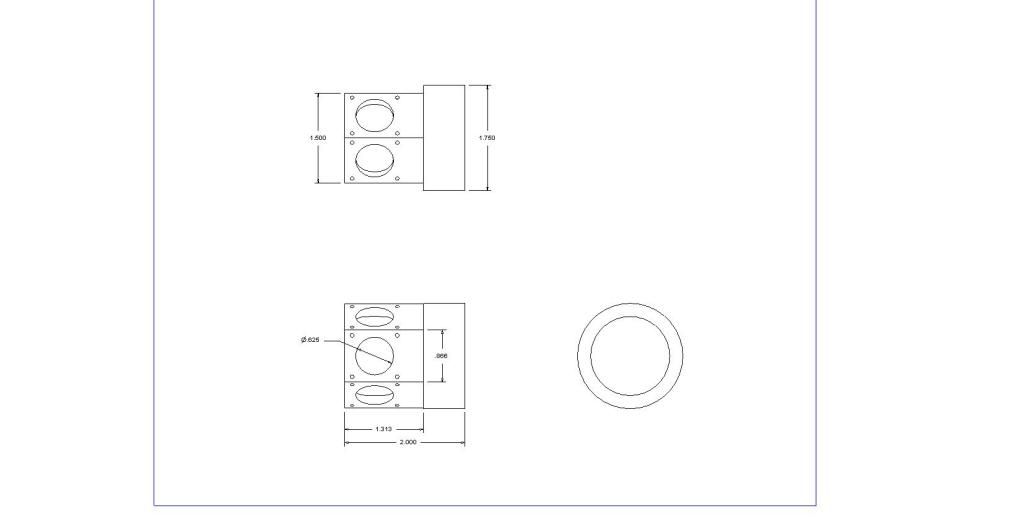
I need to machine a cylinder in to a hexagonal shape. It is mounted on a rotary table and set up for manual machining. The mill is equiped for cnc and so is the rotary table, a Sherline 4" one, I do have a copy of Mach3, is there anyway of obtaining a cnc code to do this? I have absolutely no cnc experience and don't know where to start. The last cylinder that I manually turned in to a hexagon took me over two hours and I ended up with a very bad shoulder.
Any help is very much welcome.
Regards,
A.G
I need to machine a cylinder in to a hexagonal shape. It is mounted on a rotary table and set up for manual machining. The mill is equiped for cnc and so is the rotary table, a Sherline 4" one, I do have a copy of Mach3, is there anyway of obtaining a cnc code to do this? I have absolutely no cnc experience and don't know where to start. The last cylinder that I manually turned in to a hexagon took me over two hours and I ended up with a very bad shoulder.
Any help is very much welcome.
Regards,
A.G
")