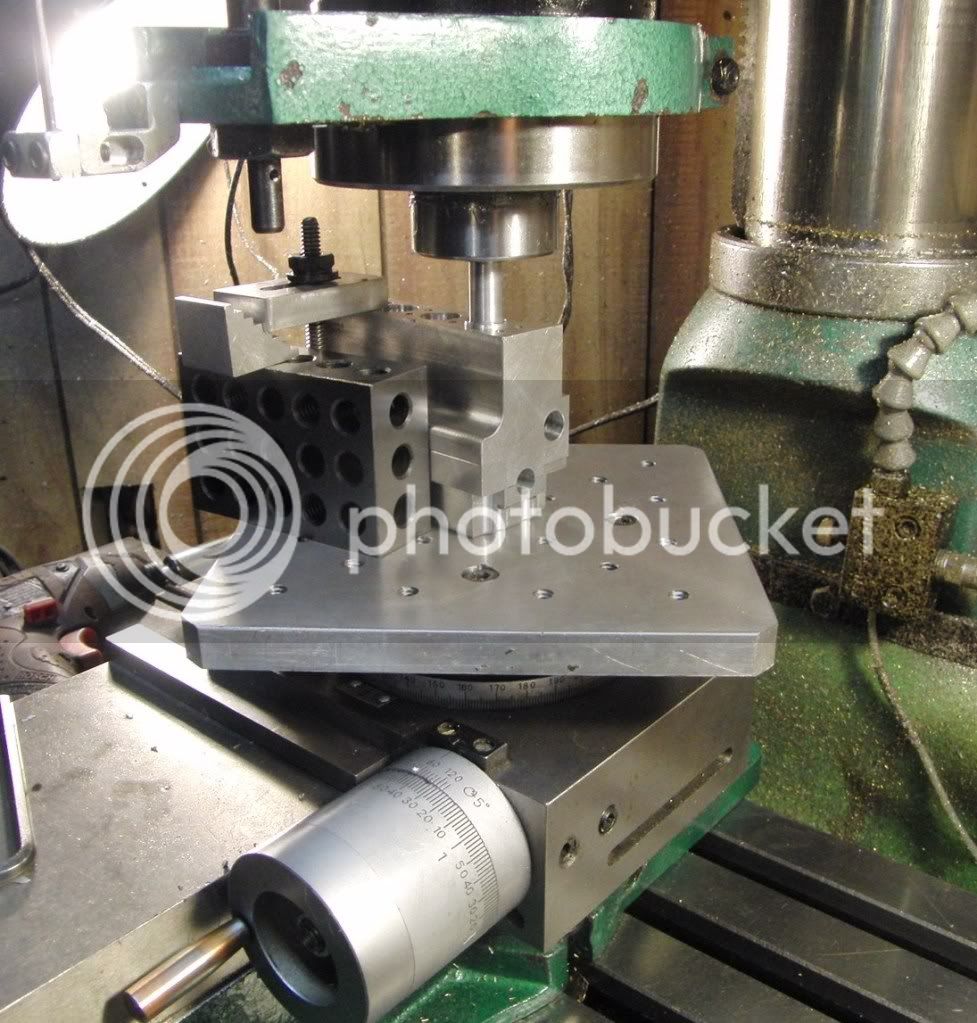
Any time I need to mill a radius on something I get out the rotary table.
Her are some pics of things I have done on the R/T that cant be done on an indexer without some way of turning the table while milling.
A hall sensor strap for the TI4 Distrubitor
Timing Cover
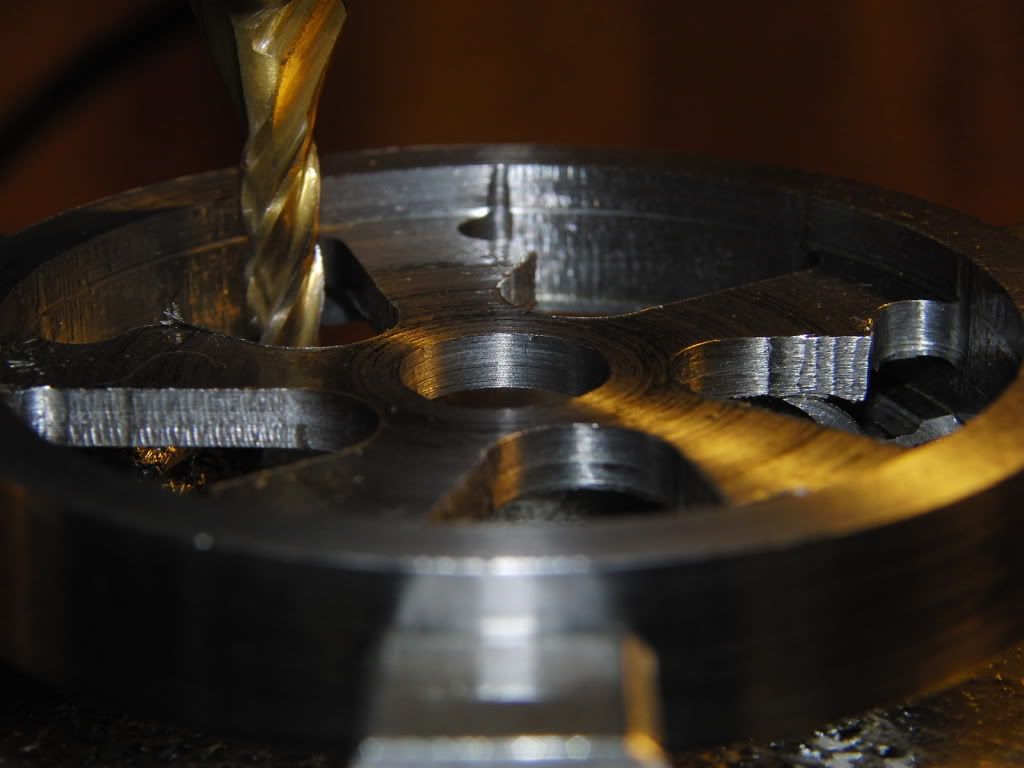
Here I am milling out the water jacket on the TI4 with a key cutter.
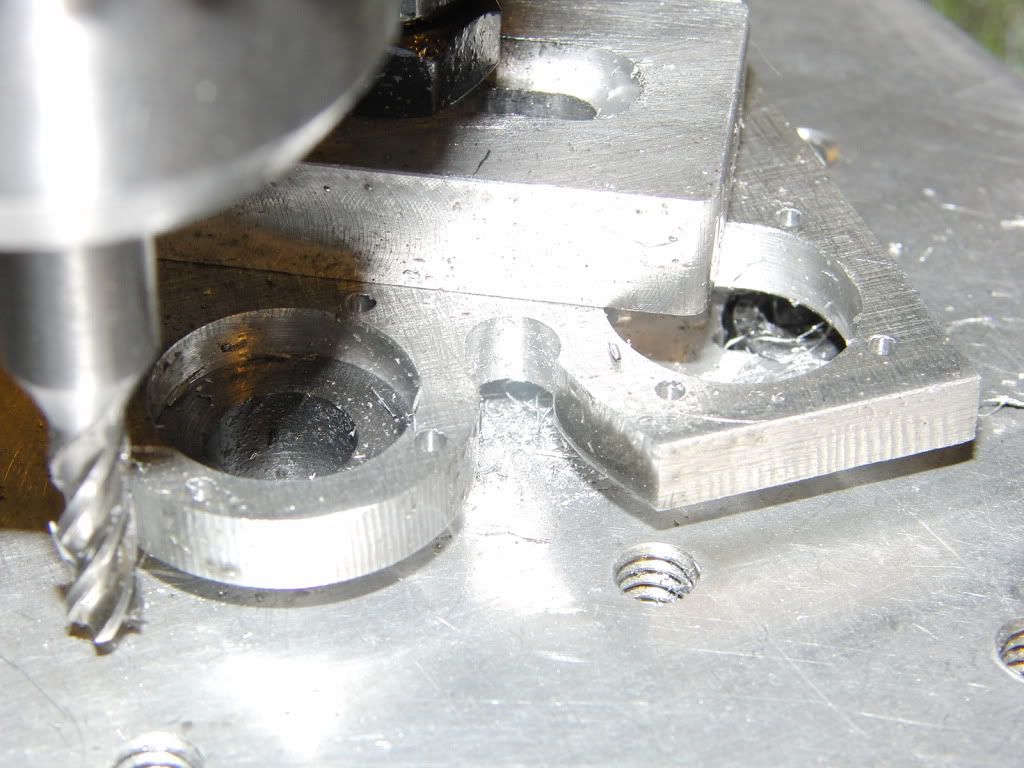
Flywheels
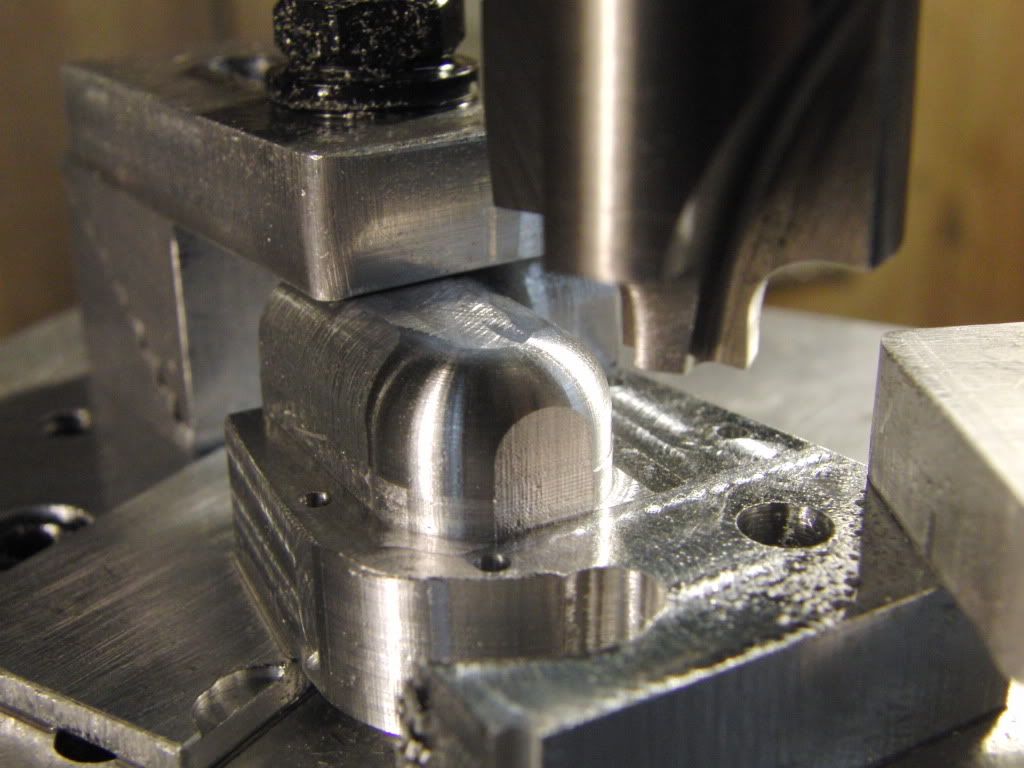
Here are some Radius's on MY Double Poppin Standard
I am sure there is more than one way to do this though, this is just what I do.
Kel