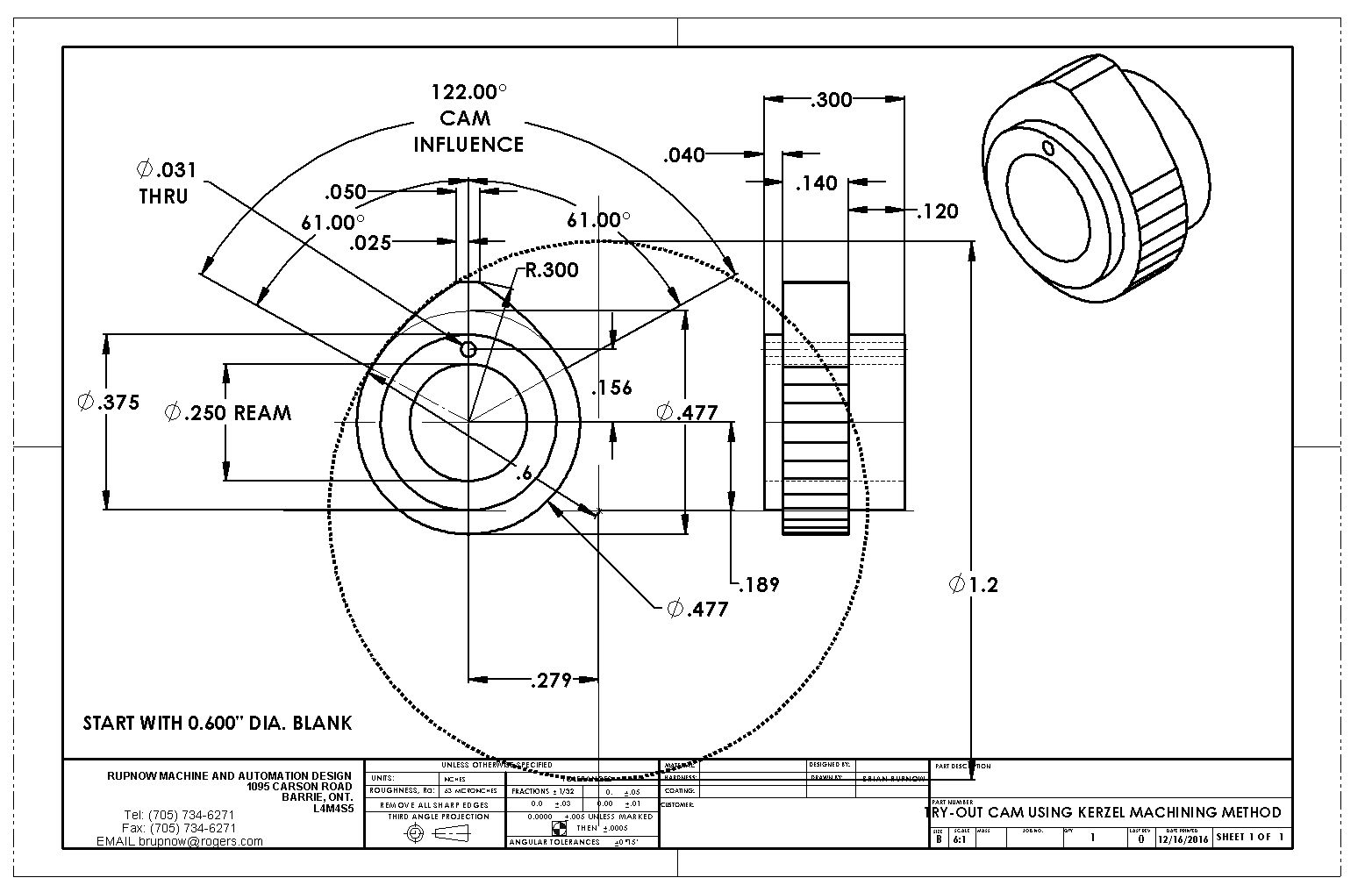
I first seen this method of cutting a cam on a YouTube clip posted by Chuck Fellows. In his video, he attributes this method to Randall Cox. I have made cams using various methods, and this is by far the fastest method if you want a cam with a "flank radius" between the base circle and the nose radius. If you are using a tappet, the cam should have a radius on the flank as opposed to a flat.--Theory holds that if you have a flat surface connecting the base circle and the nose radius, that every time the cam revolves this "flat" will slap against the flat bottom of the tappet and cause a shock load, causing the tappet to bounce and lead to premature failure of valve train components. If you are using a roller tappet or a cam follower bearing then it is acceptable to use a cam with flat sides. This thread deals only with cams which have a radius instead of the flat. The attached drawing is of the cam for the Kerzel hit and miss engine, however the method can be used to cut any curved flank cam.
This is the link to Chucks video
[ame]https://www.youtube.com/watch?v=IEtqETL2LXs[/ame]

This is the link to Chucks video
[ame]https://www.youtube.com/watch?v=IEtqETL2LXs[/ame]