Hello Again,
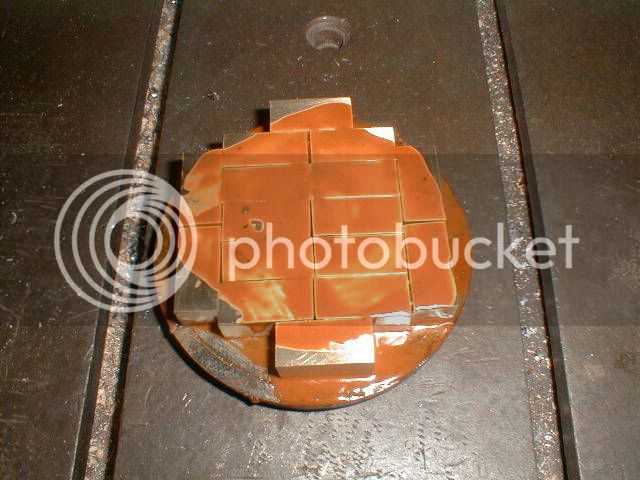
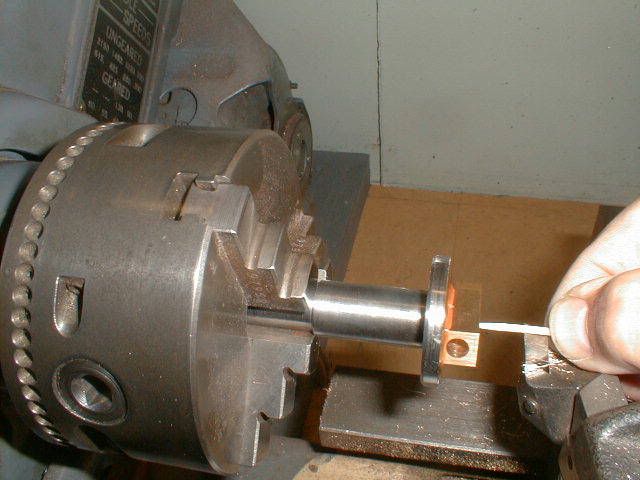
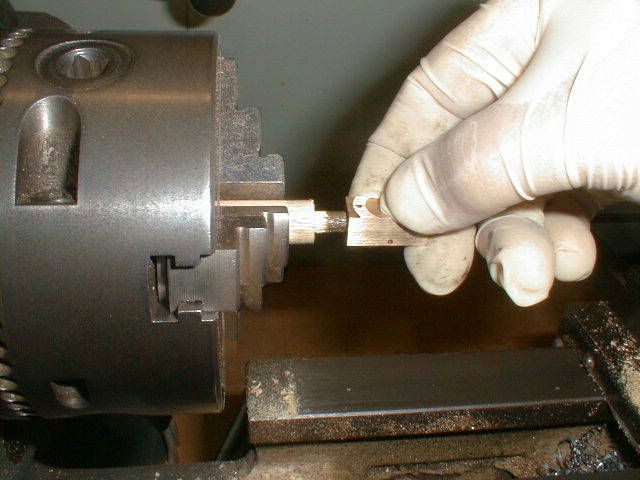
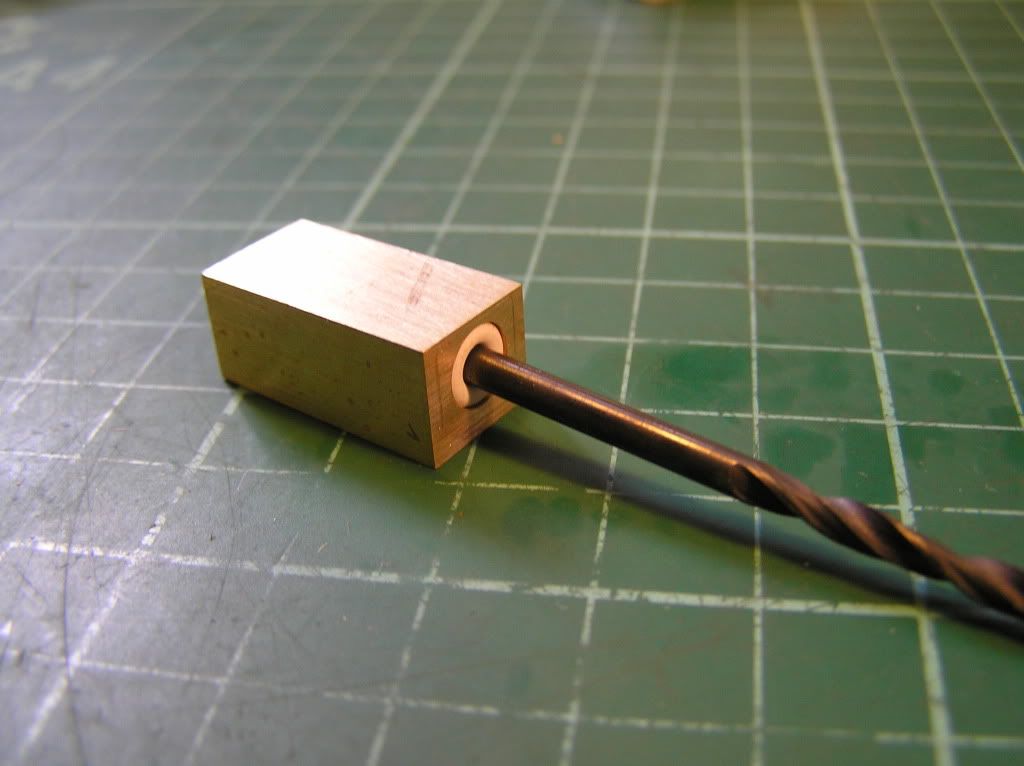
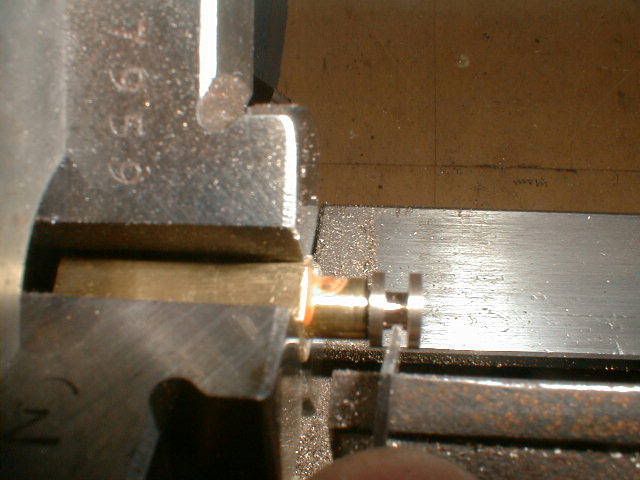
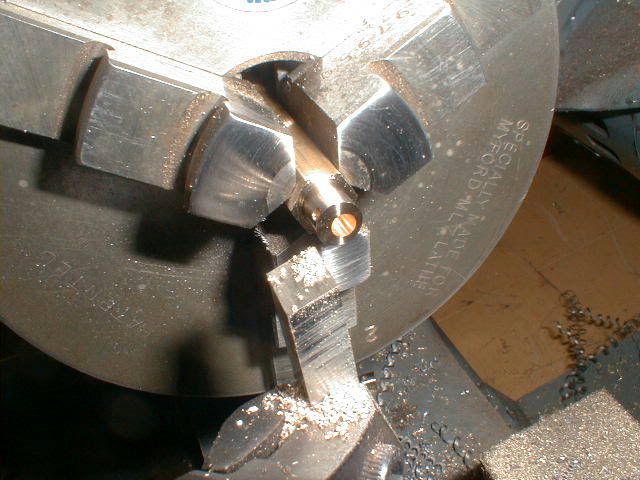
Quite right Dave. Used for centuries by the Horological trade. Shellac Chucks or as they are more commonly known Wax Chucks though shellac isn't a wax it being a resinous yellowish secretion of the Lac beetle. It is mostly used in varnishes, polishes and also as 'stopping' to fill holes in wood before painting or polishing. Good quality shellac melts at 84C and can be dissolved by ethanol or similar. Other than the flat disc chuck which is the commonest of the Shellac Chucks there are several others some of which there will be in later photographs. Shellac Chucks are usually made of brass which doesn't have a tendency to rust after heating. The large ones that will be seen in the photographs are mild steel which are cleaned off when they get too much mess on them. These chucks have grooves turned in them as a key for the shellac. In use the chucks are heated out of the lathe until the shellac can be melted onto them, the work piece is placed on the shellac and also heated until it sinks into the shellac, it is then pressed into the shellac some of which will come out from under the work piece. Pushing down on the work piece leaves a thickness of about 0.20mm below it which can be added to any measurement clocked off the face of the chuck. To be more accurate part of the work piece can protrude over the edge of the chuck to be directly measured. When cold the chuck can be returned to the lathe for turning. Sharp tools, fairly light cuts and no great heat to be generated is the order of the day. Shellac isn't effected by any cutting oil that I have tried. To remove the work piece from the chuck it can just be put in boiling water or heated again in either case the residual shellac can be removed by placing in alcohol. When contaminated enough the alcohol can be used as French Polish. Advantages of these chucks? They don't mark the work piece and will hold almost any shape as long as it has an adequate flat surface. Advantages over Super glue? They probably both have the same strength but shellac is easily repositioned and removed after turning. Mostly if the work piece comes off the chuck while turning it isn't damaged. I use these Shellac chucks a lot and have many of them in different sizes and types.
Note it is important that there is no dust or debris in the shelac to lift the work piece off it. The chucks are cleaned in alcohol occasionally and if too bad skimmed in the lathe.
Tutorial over, return to story.
Tony.