




jrlandau
Member
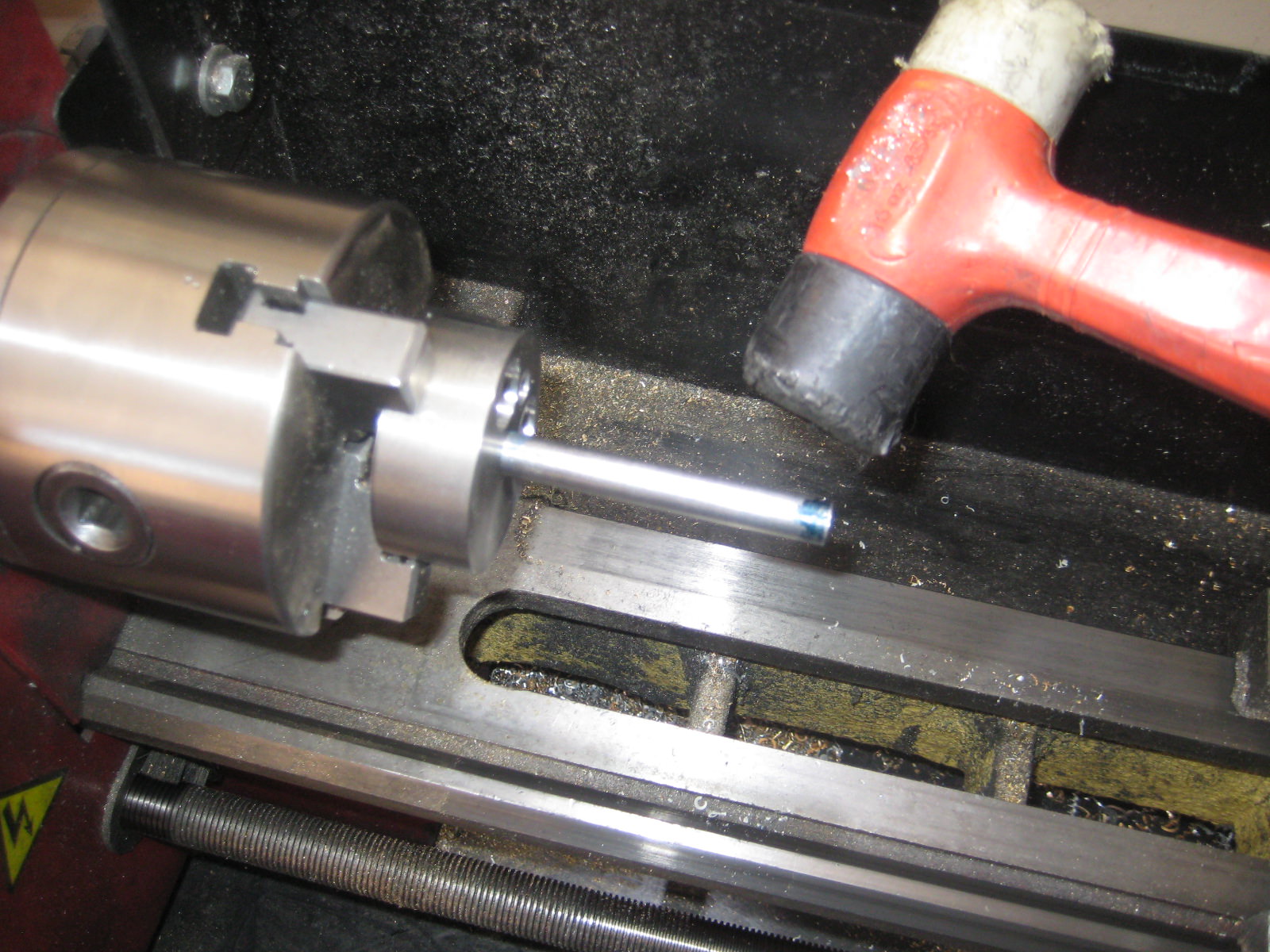
I'm building the SHAN steam engine from Model Engine Builder Issue 32, and I'm having difficulty assembling the parts I've made. I think the problem is that the piston and rod are not really perpendicular, so the rod doesn't fit the gland or the crosshead. According to the plan, the rod simply screws into the piston. I've attached a picture of the pair assembled, and also the relevant plans. My question is, how does one achieve that perpendicularity? Is it simply a matter of being more meticulous, or is there a jig I should make, or what?





") ... plus a few really badly scrapped parts. I never had to redo a damaged part, it usually is much more efficient in the 2nd or 3rd approach. I did not notice the broken tap on the table, someone must have damaged it when I was grabbing a coffee.
... plus a few really badly scrapped parts. I never had to redo a damaged part, it usually is much more efficient in the 2nd or 3rd approach. I did not notice the broken tap on the table, someone must have damaged it when I was grabbing a coffee.