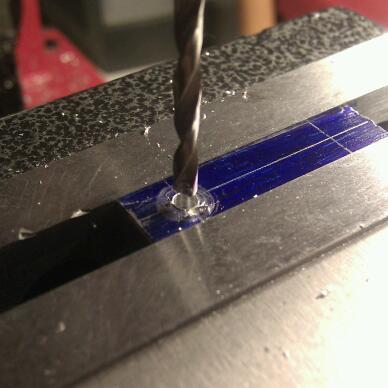
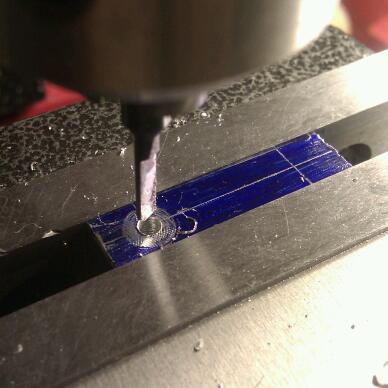
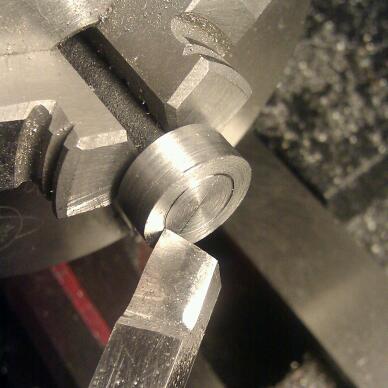
Tonight I thought I'd make the D bit reamers needed for the conrod. I started by turning down some silver steel to accurate diameter, and gave a light chamfer on the end to ease entry to the hole. I made one of these blanks for each of the two diameters required (3mm and 2.5mm):

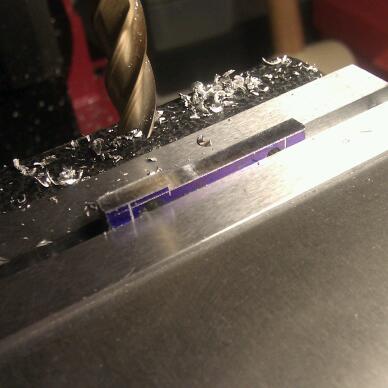
Next I filed those to half thickness:

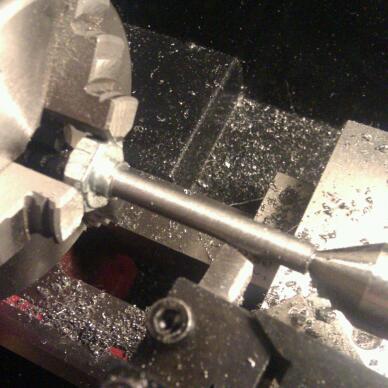
Next up I heat treated them with a small pencil torch. I didn't take any photos of these steps - I was kind of busy") - but it was an easy process. First I heated them to cherry red, quenched in water, then polished the flat face and tempered to a dark straw by heating the base and watching the colours creep towards the tip. It goes VERY fast with tools this small. Result (apologies for the lack of focus, I couldn't get my camera to reliably focus):
- but it was an easy process. First I heated them to cherry red, quenched in water, then polished the flat face and tempered to a dark straw by heating the base and watching the colours creep towards the tip. It goes VERY fast with tools this small. Result (apologies for the lack of focus, I couldn't get my camera to reliably focus):

I honed the flat face to finish the tools.
This was an easy and enjoyable process
Next I filed those to half thickness:
Next up I heat treated them with a small pencil torch. I didn't take any photos of these steps - I was kind of busy
- but it was an easy process. First I heated them to cherry red, quenched in water, then polished the flat face and tempered to a dark straw by heating the base and watching the colours creep towards the tip. It goes VERY fast with tools this small. Result (apologies for the lack of focus, I couldn't get my camera to reliably focus):
I honed the flat face to finish the tools.
This was an easy and enjoyable process