For my second build I'm attempting the 0.5cc ML Midge compression ignition engine. This should be a fun, challenging project, and I'm really looking forward to the process. I'm also an aeromodeller so I'm fully intending to fly the result, if it works well enough!
I'm making a few modifications:
I noticed that there aren't really any build threads for this engine around, so I'll try to document this well!
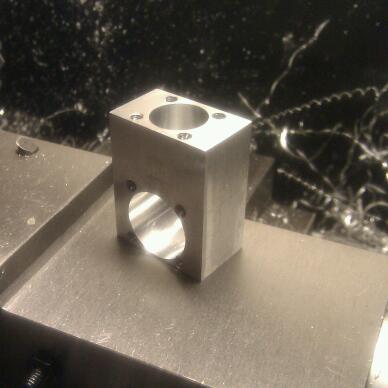
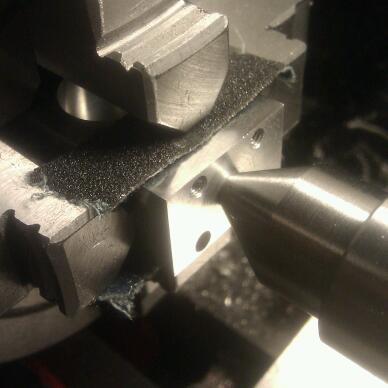
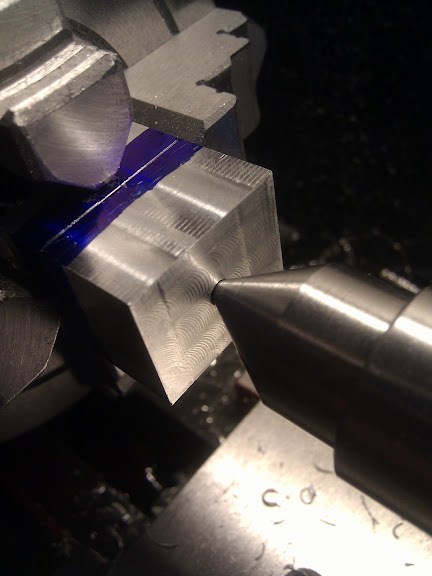
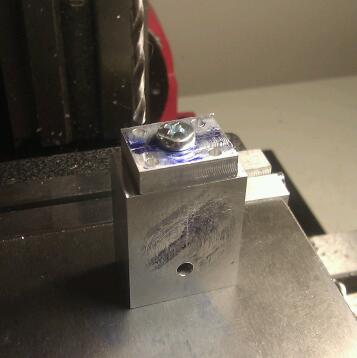
I started out yesterday evening by squaring up the crankcase stock to 25*15*32mm and marking out the locations of the bore & crankshaft axes.
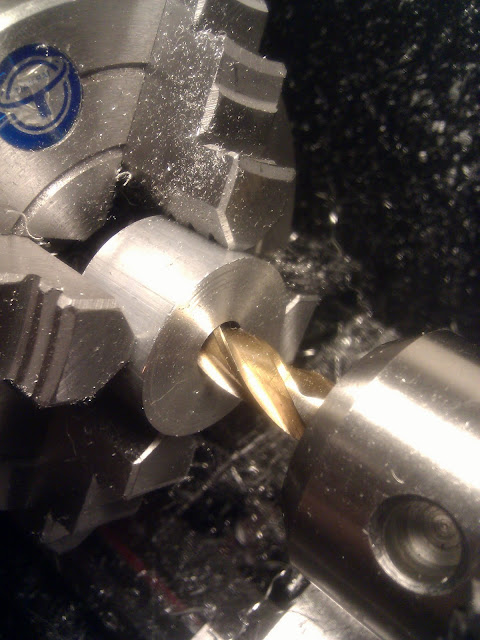
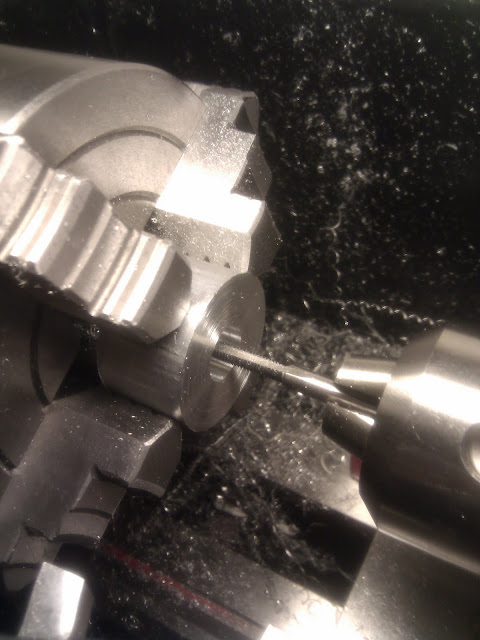
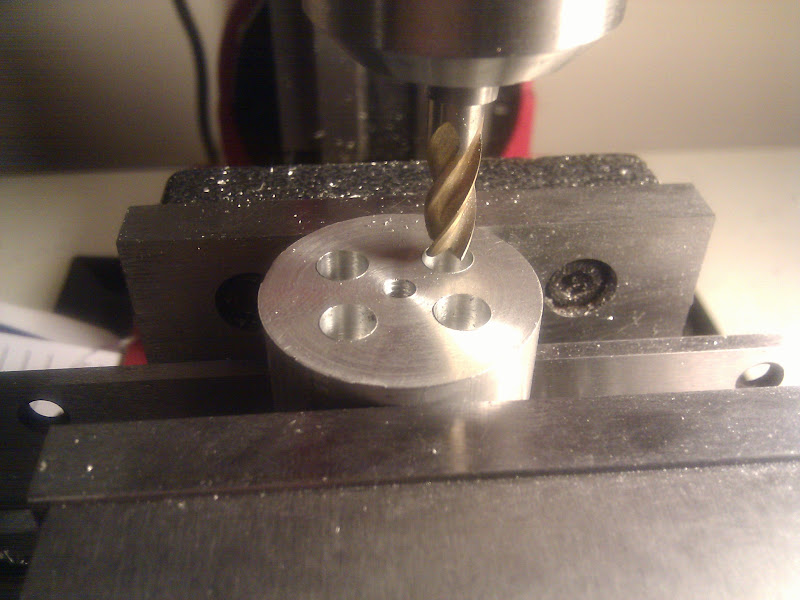
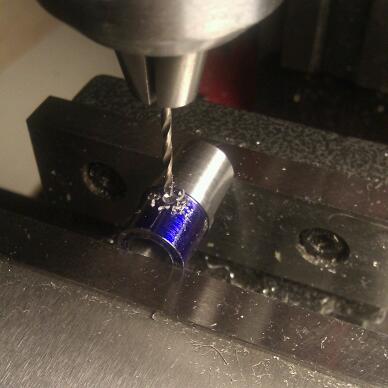
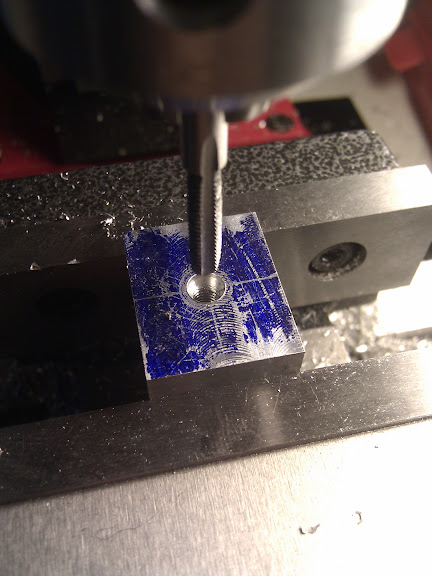
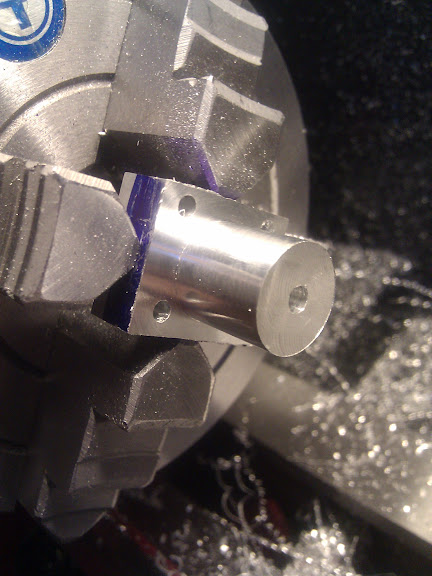
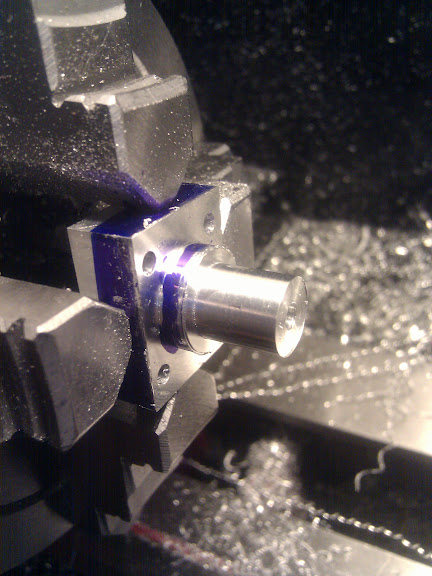
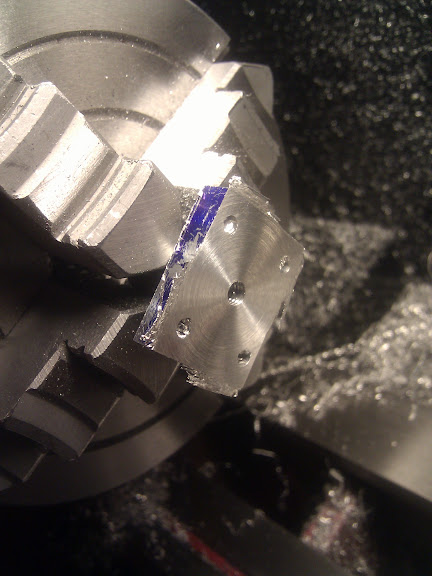
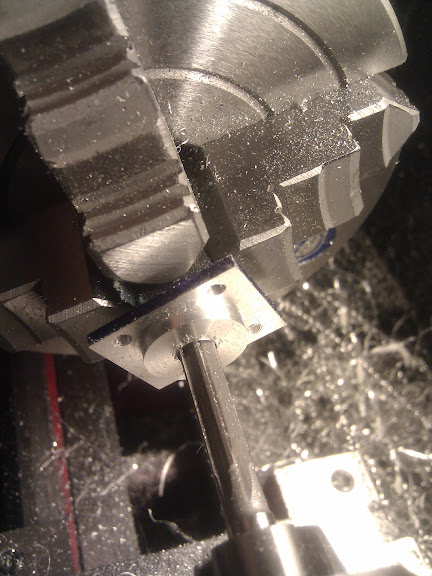
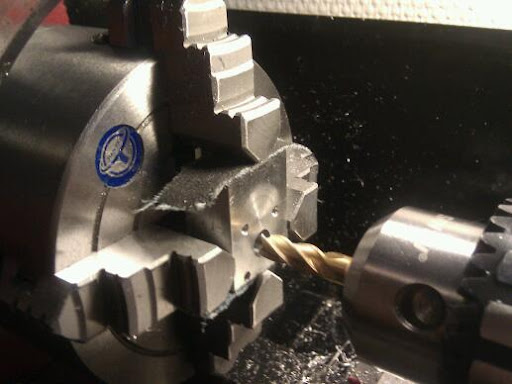
This evening I made up two drilling templates, one for the cylinder head mounting bolts and one for the front bearing/back plate mounting bolts. The centre of these were drilled through at 4mm:

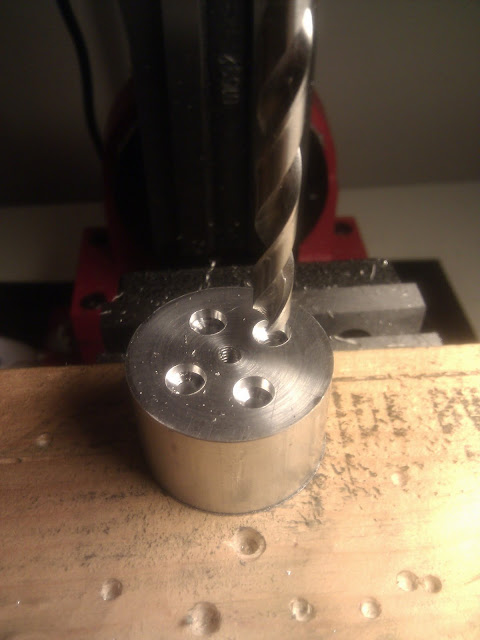
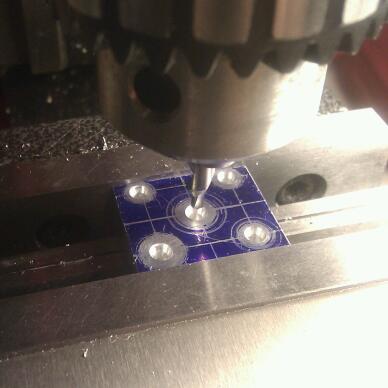
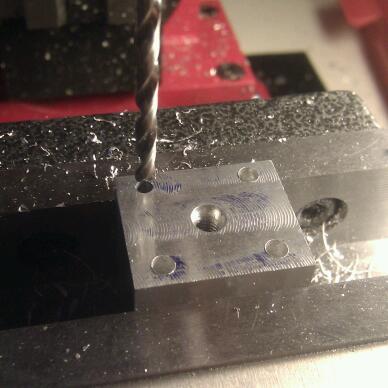
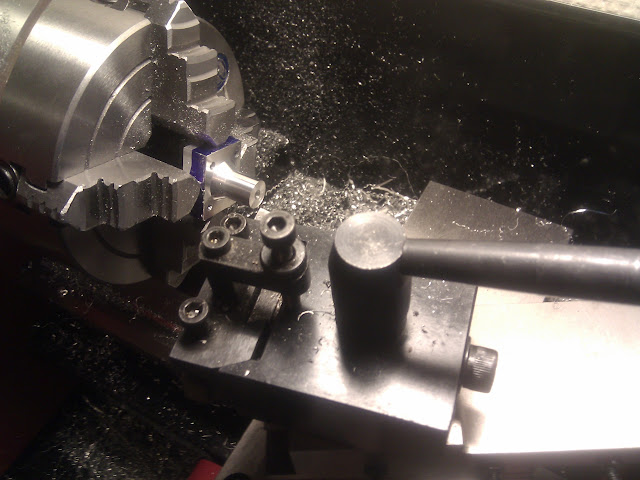
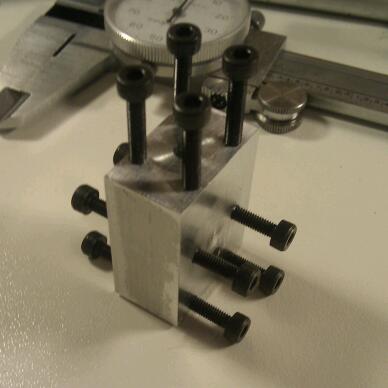
I drilled and tapped M4 into the crankcase at the bore & crankshaft axes, then bolted the drilling templates to the crankcase and drilled the holes for the M3 mounting bolts:
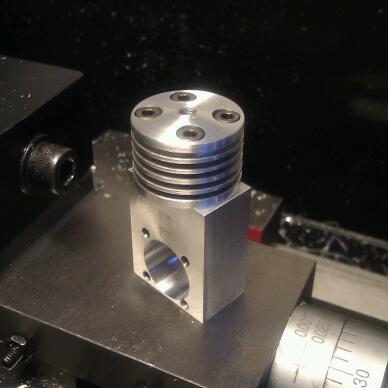
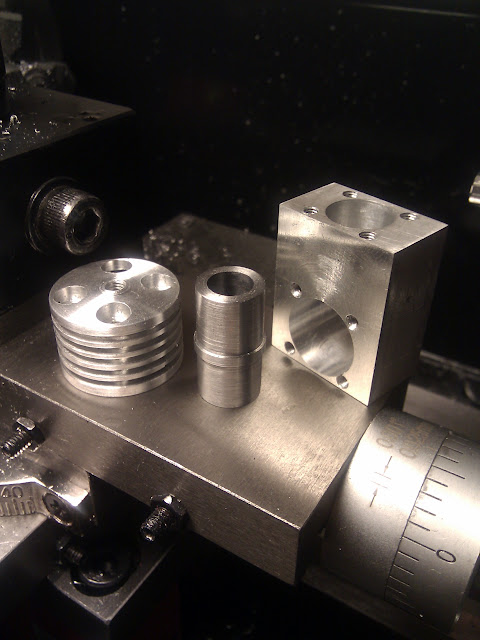
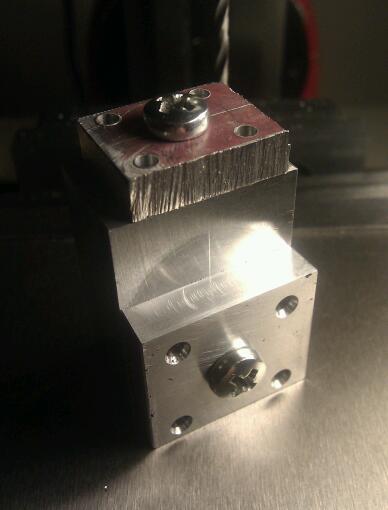
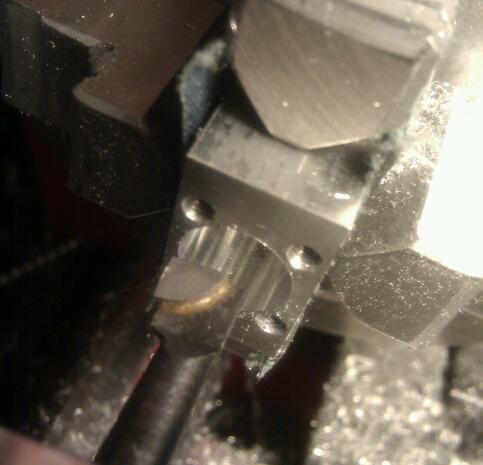
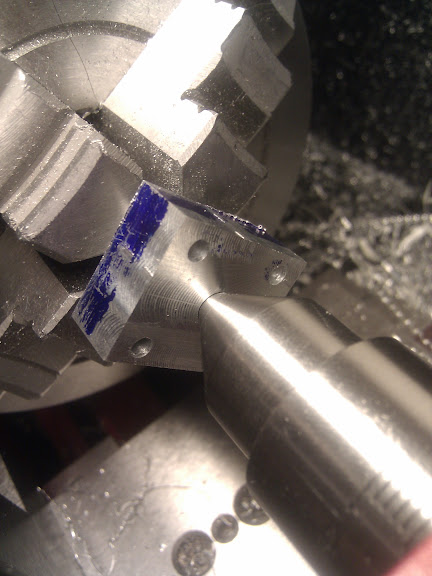
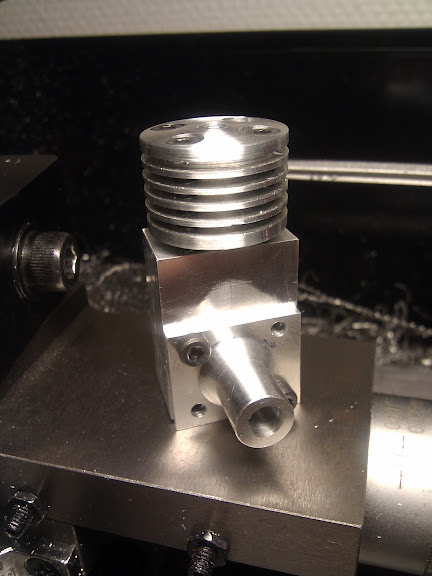
The next hour or so was spent tapping all 12 blind holes M3. This was pretty nerve-wracking as previous attempts at tapping M3 have often ended in broken taps (likely due to a combination of inexperience and cheap taps - I invested in much higher quality taps this time), but I'm happy to say that no taps were harmed in the making of this photo:
I'm making a few modifications:
- I'll be building it with a bolt-on front bearing like the Boll Aero, partially because of the stock I had lying around and partially because I think it'll be easier to keep the bore and crankshaft axes at 90 degrees that way.
- I'm using M3 screws instead of M2 - I'm not too confident with taps yet and I don't have M2 taps yet. There is plenty of space for M3.
- I started with a 25mm wide piece instead of 18mm, so I'll make the most of that extra and give it side mounting rails.
I noticed that there aren't really any build threads for this engine around, so I'll try to document this well!
I started out yesterday evening by squaring up the crankcase stock to 25*15*32mm and marking out the locations of the bore & crankshaft axes.
This evening I made up two drilling templates, one for the cylinder head mounting bolts and one for the front bearing/back plate mounting bolts. The centre of these were drilled through at 4mm:
I drilled and tapped M4 into the crankcase at the bore & crankshaft axes, then bolted the drilling templates to the crankcase and drilled the holes for the M3 mounting bolts:
The next hour or so was spent tapping all 12 blind holes M3. This was pretty nerve-wracking as previous attempts at tapping M3 have often ended in broken taps (likely due to a combination of inexperience and cheap taps - I invested in much higher quality taps this time), but I'm happy to say that no taps were harmed in the making of this photo:


")