Hi Kel,
Thanks for the encouraging words.
Hi Shred,
The microflow system seems to work pretty nice, I'll use it mostly for extensive cutting on the mill and lathe.
----------------------------------------------------------------------------------
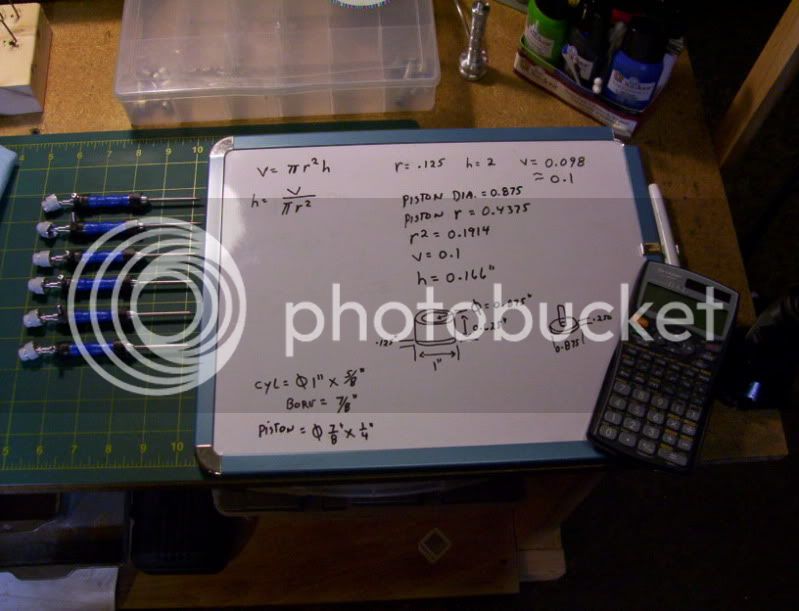
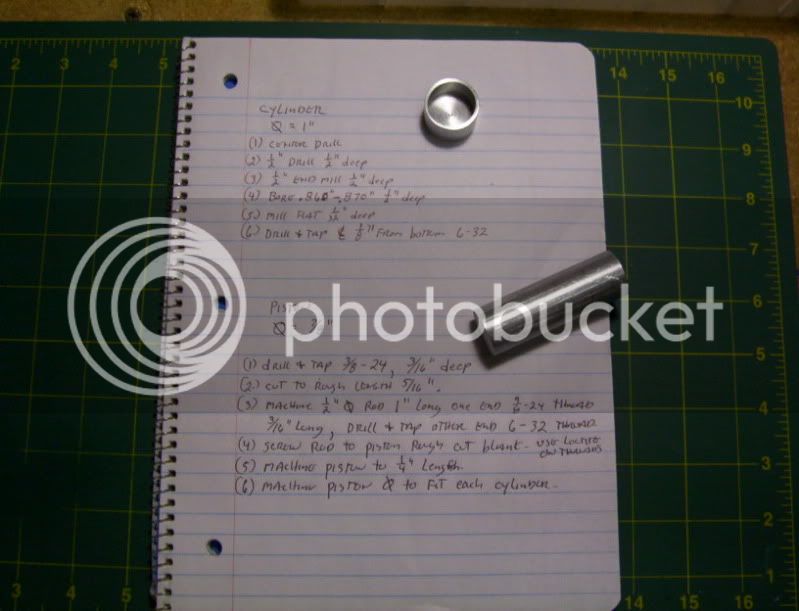
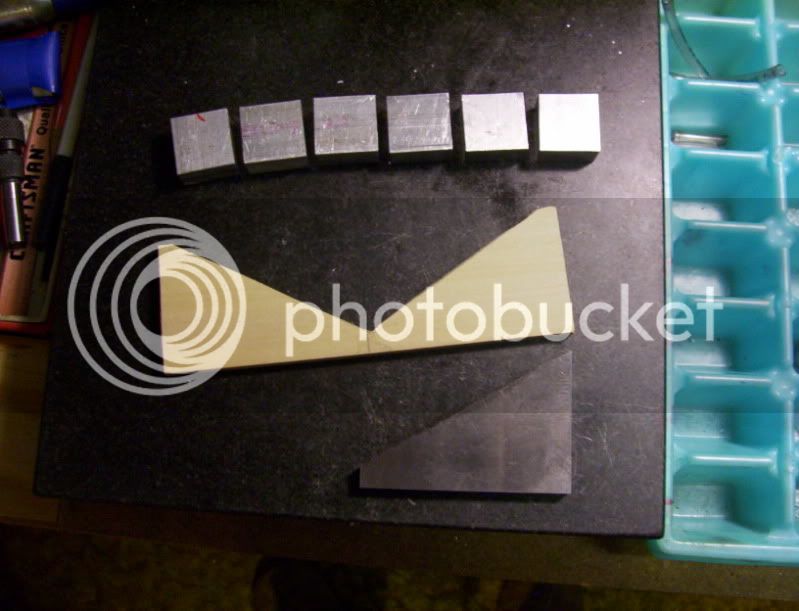
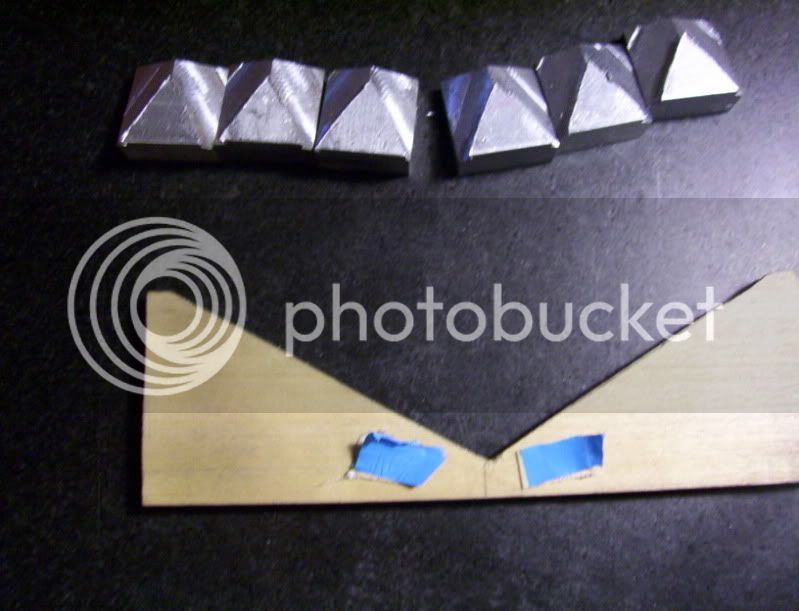
Here are the parts to date, with some paint slapped on them.
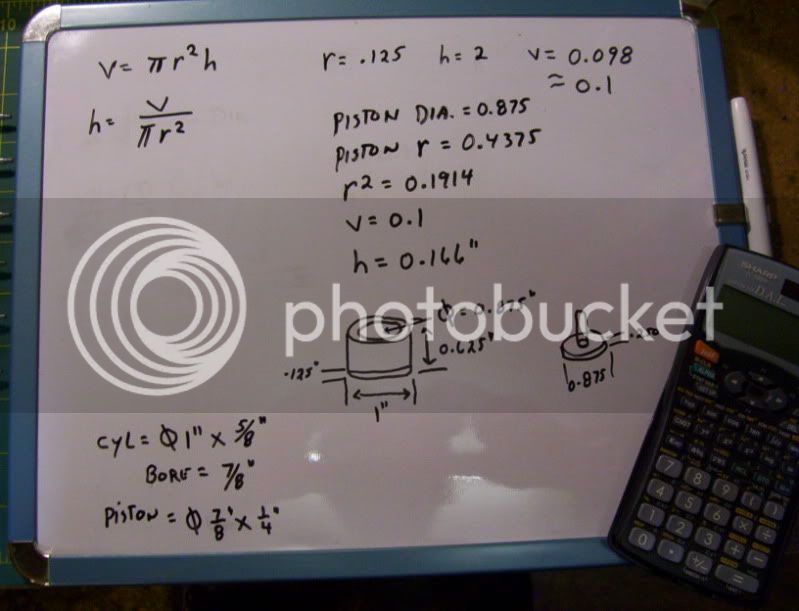
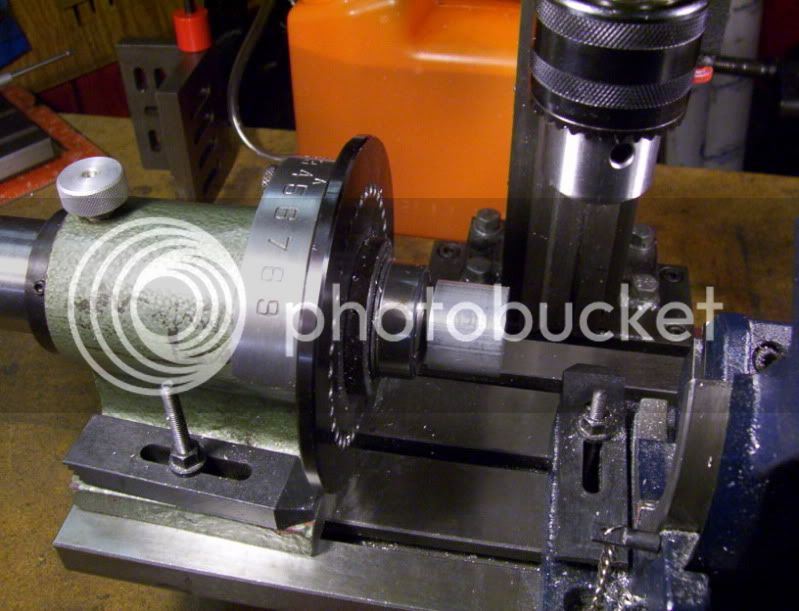
Now some calculations, to figure out the height of my driving cylinder needs to be with a 7/8" inner bore dia.
5/8" overall height should work for this.
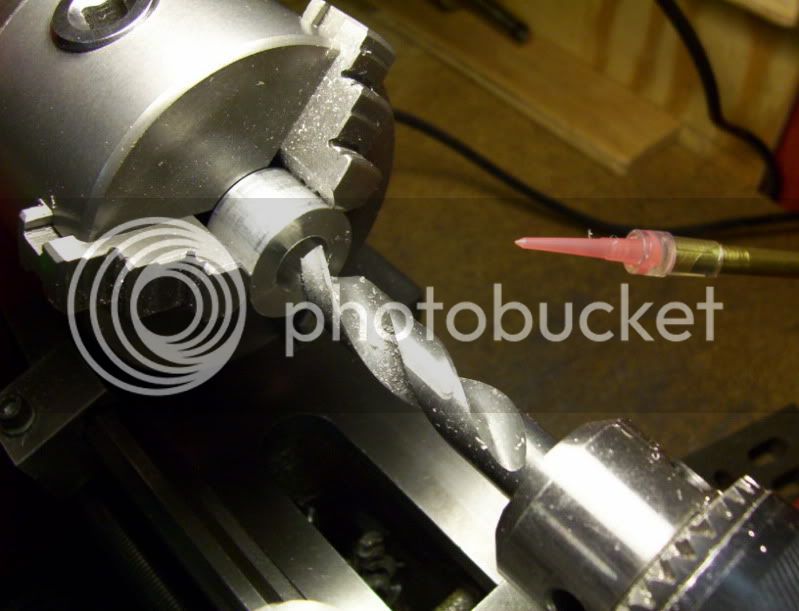
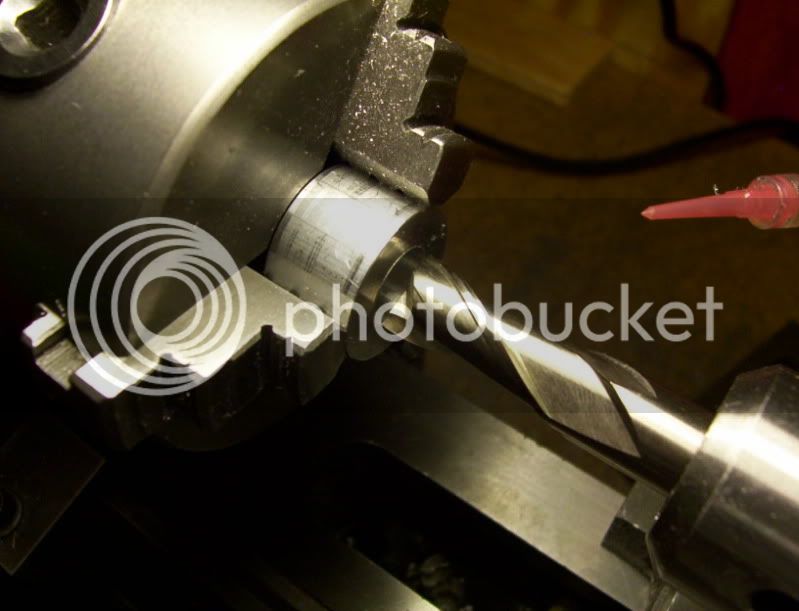
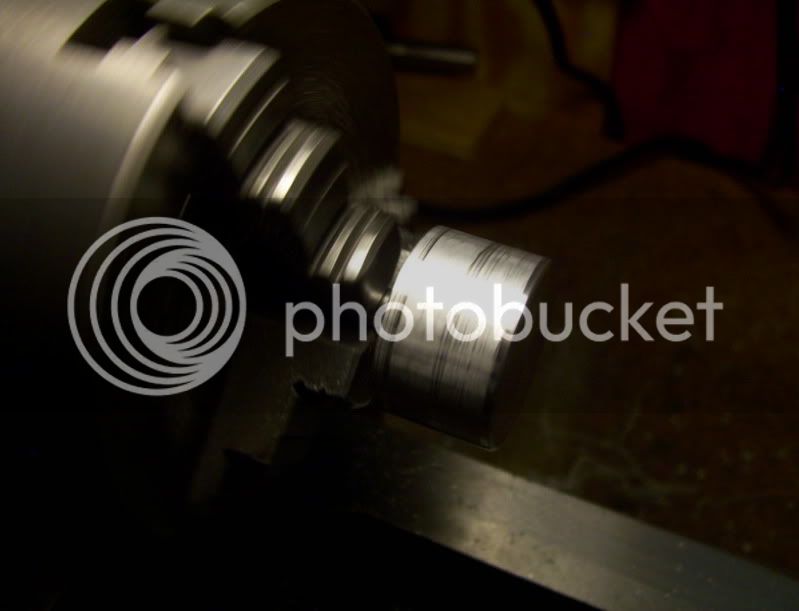
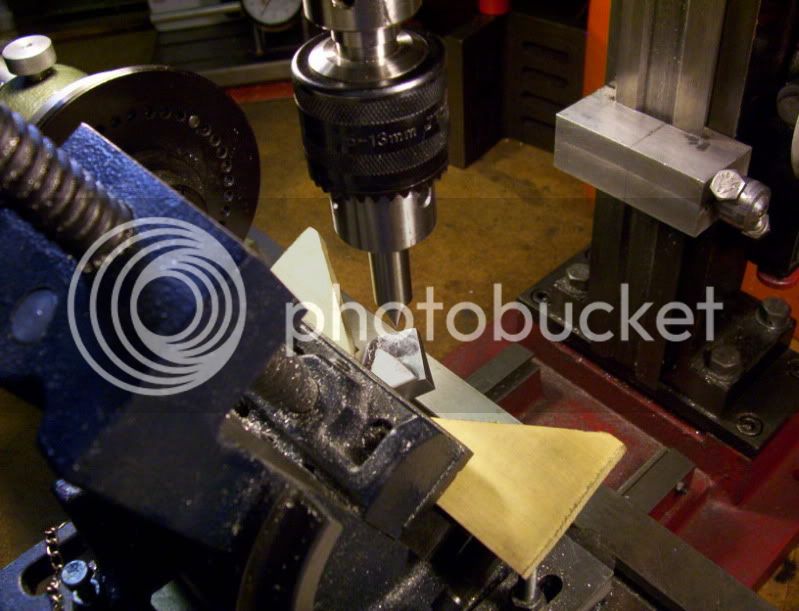
I drill with a 1/2" bit for a 1/2" depth to get started on the inner bore, for the cylinder.
then I use a 1/2" endmill, to cut a flat bottom in the cylinder at this stage, of boring.
Then move to a boring bar to finish the bore dia. to around 0.86" - 0.87".
Time to go get something to eat, machining makes me so hungry all the time.
Well after watching a little DIY on television, while eating, I come back to see this mess, in my shop, while I was in here working I never noticed how messy and crouded it was getting with all the tools I kept bringing out.
BUT walk away and come back fresh and I see the difference now. I have a small shop area, in the basement.
Now this is better, I can now move onto the next part of my machining session.
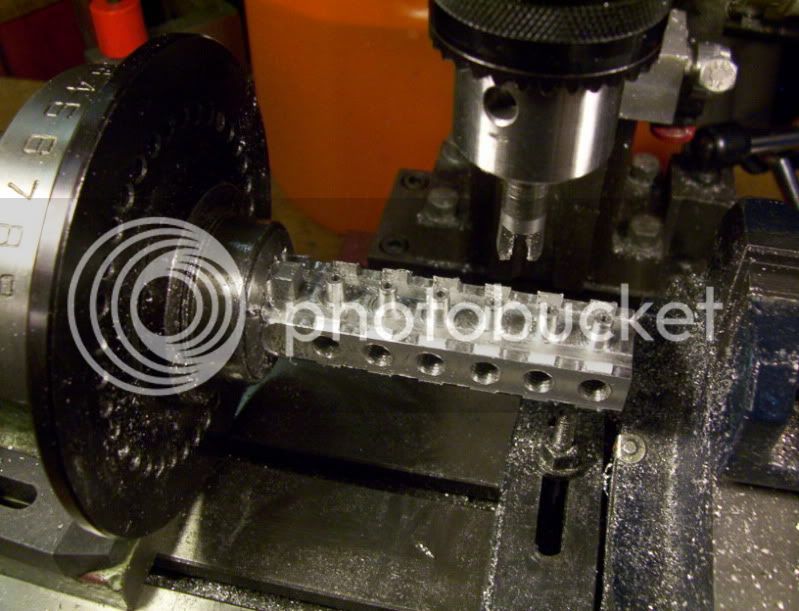
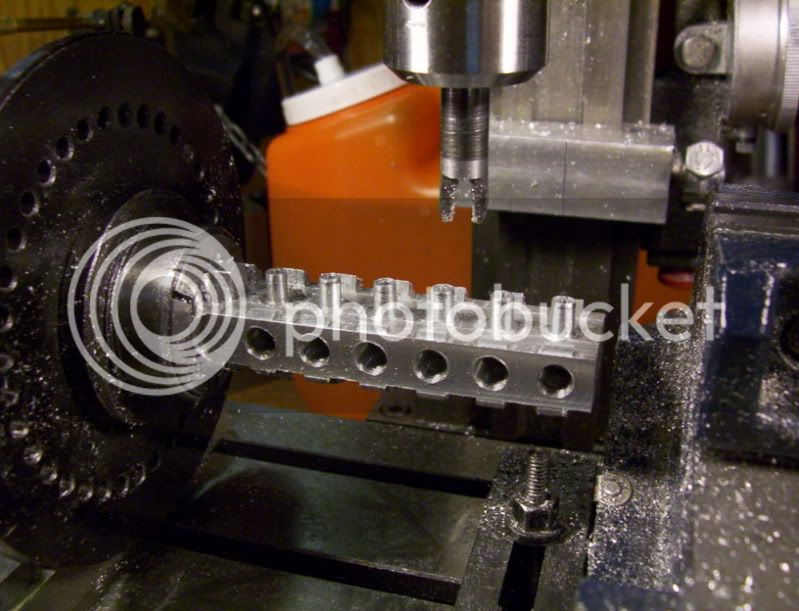
Since I need to make 6 of these units, I better write down the procedures.
--------------------------------------------------------------------------------------------------------------------------------
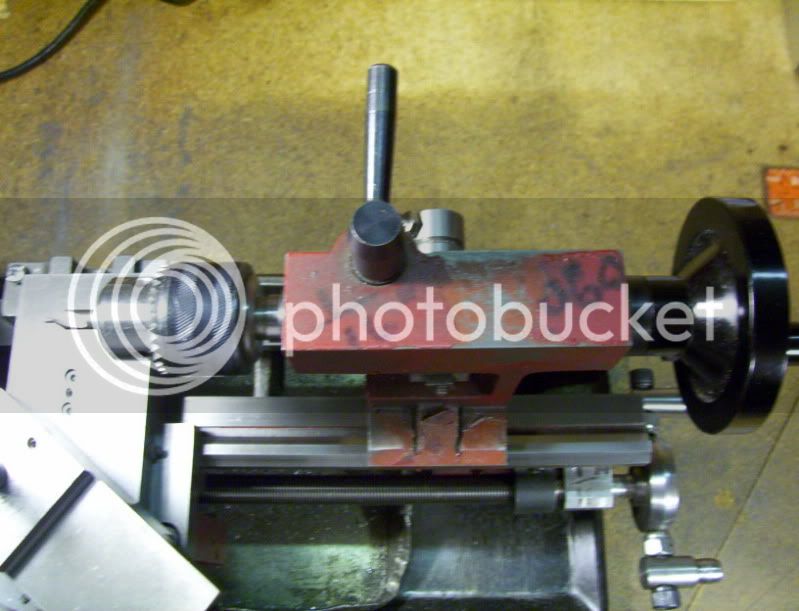
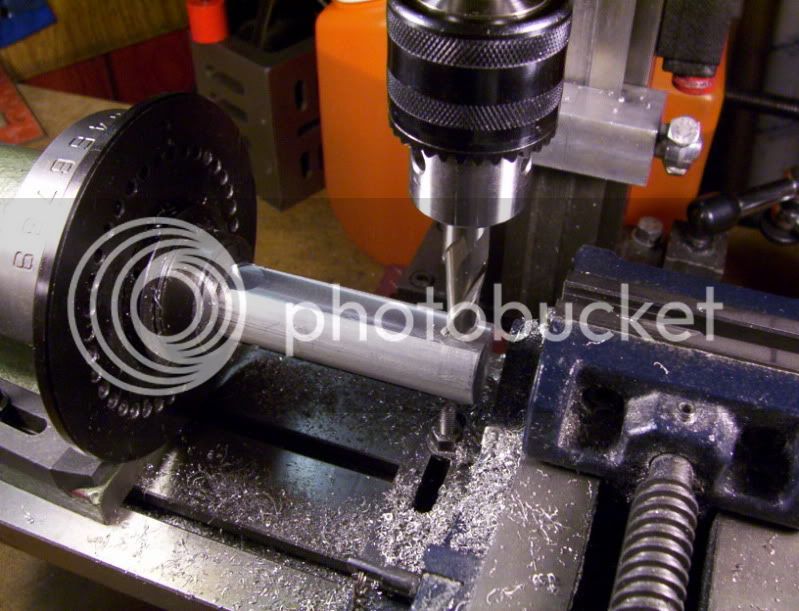
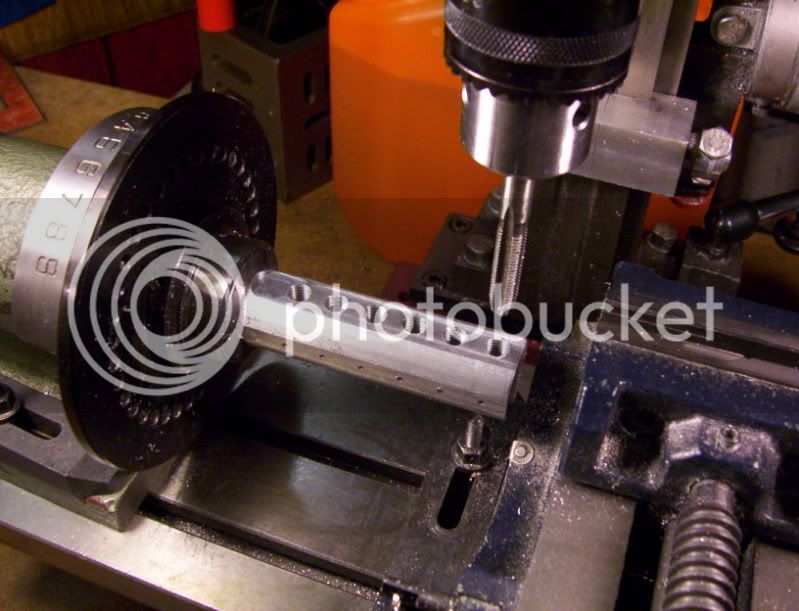
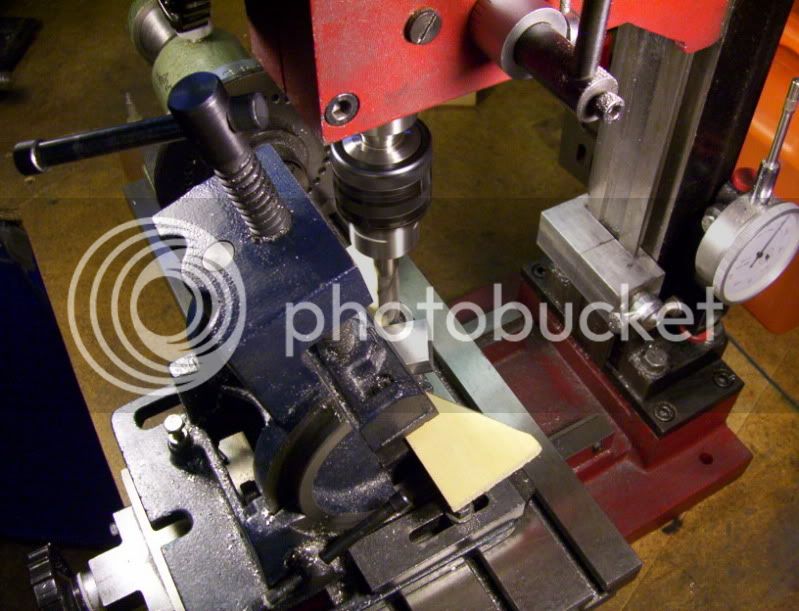
Here is a good tip for beginners.
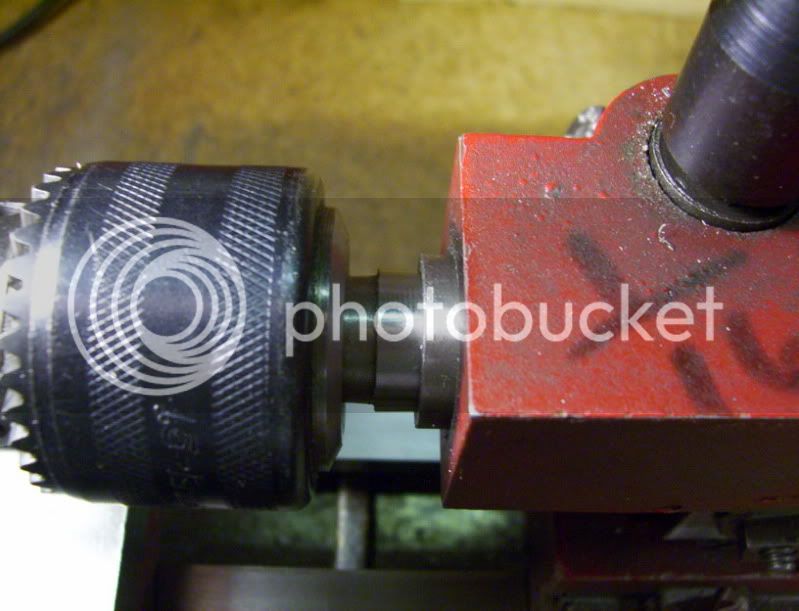
If you need to drill a rough depth, without using a dial indicator, then test how far your drill chuck travels in the tailstock for one revolution of the handwheel. Mine is around a 1/16", roughly.
Then put the drill (center, jobber, reamer, endmill), in the chuck and crank the handwheel all the way in,
then make one turn of the handwheel out to advance the drill bit,
from there slide the tool bit up tight against the workpiece, and lock down the tailstock.
Then crank the handwheel back in till it stops, and start up the lathe
and then when you crank the handwheel back out to advance the drill bit, it will again touch the workpiece and that is now your reference of where to start your depth of cut, from there you turn the handwheel as many turns required to get to the depth you desire.
-------------------------------------------------------------------------------------------------------------------------------
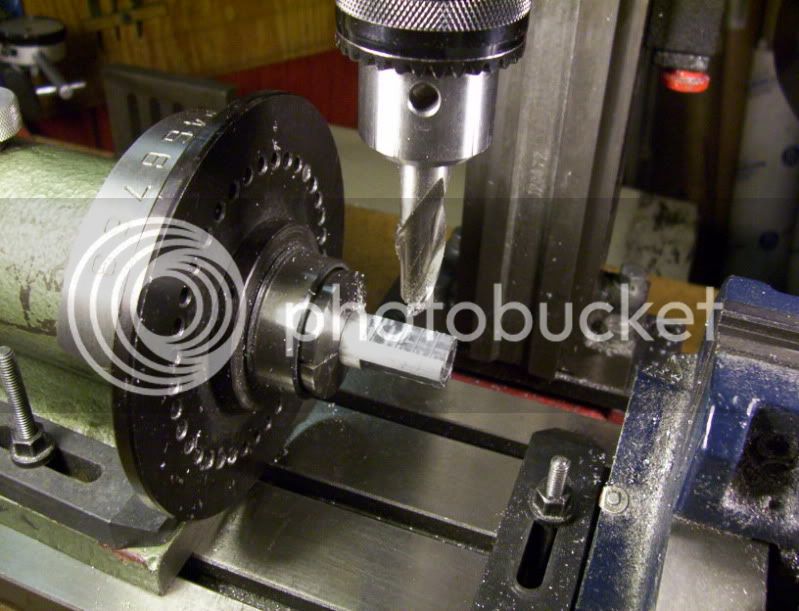
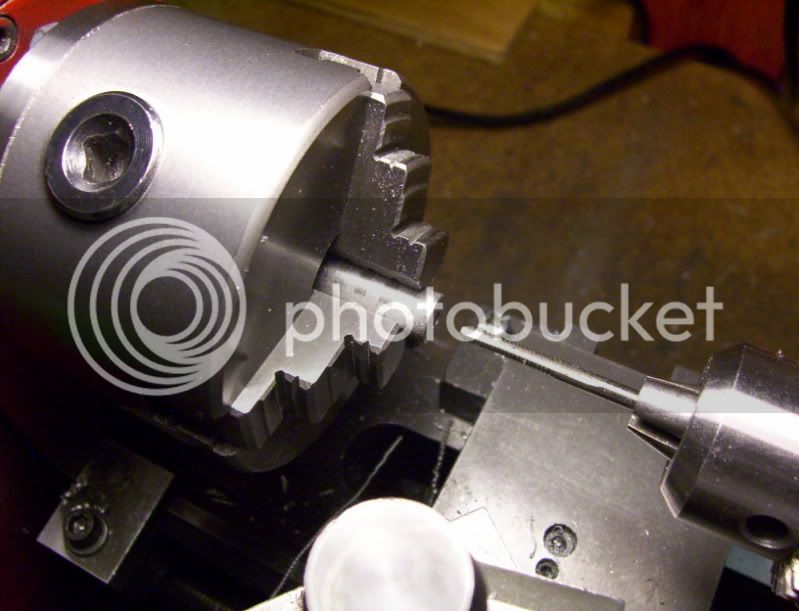
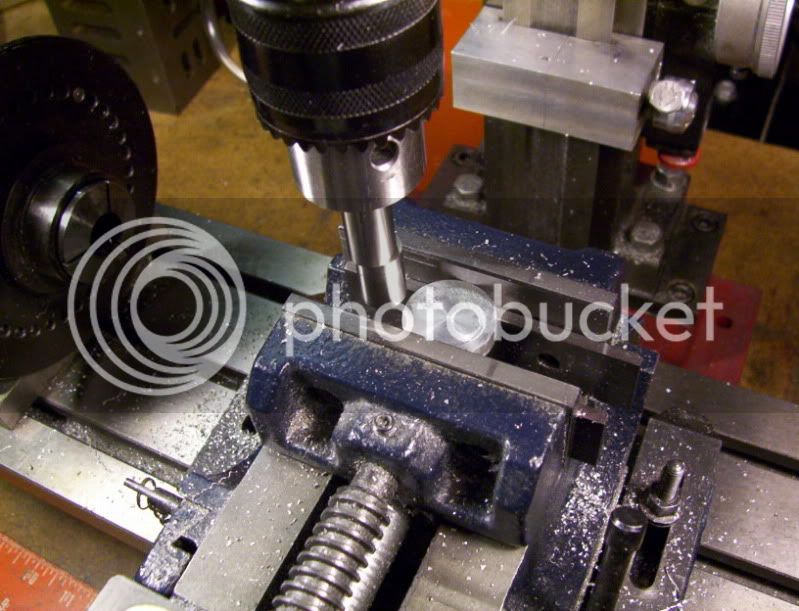
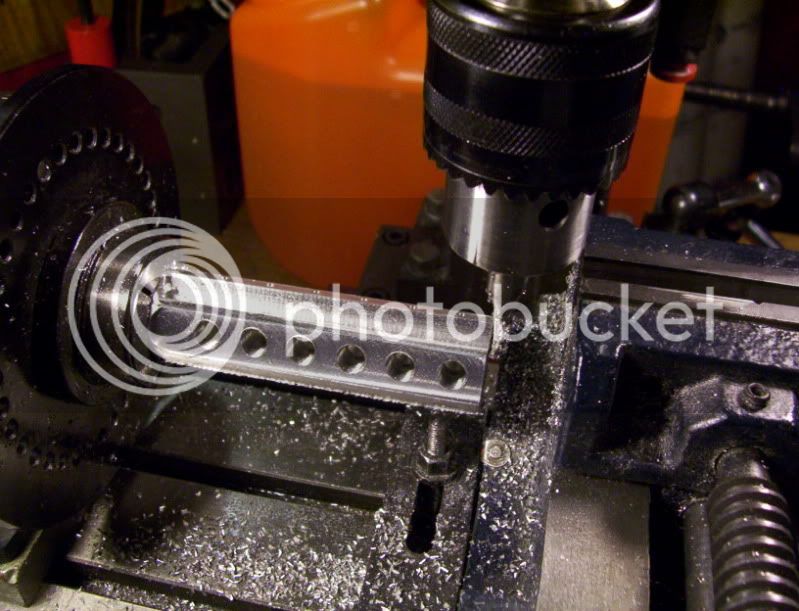
Ok that above procedure was done to drill a shallow depth of 3/16" using a drill for a 3/8-24 tap.
Into the piston head, so a piston rod can screw into it.
Now after tapping the blank, I cut it off at a 5/16" length using the benchtop bandsaw. (very quick way to cut a workpiece)
Nice accurate clean cut using this saw.
Now I cut a piece of 3/8" dia. stock to a little over 1", to become the piston rod.
After facing it to proper length then a hole is drilled and tapped to 6-32, at one end.
By drilling and tapping this hole allows me to use it in lining up the workpiece in the chuck jaws when a small grip is needed.
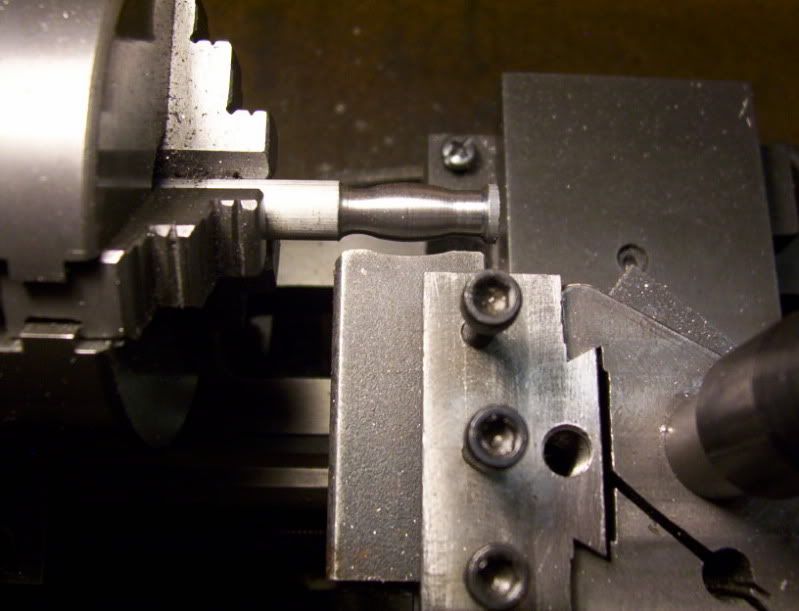
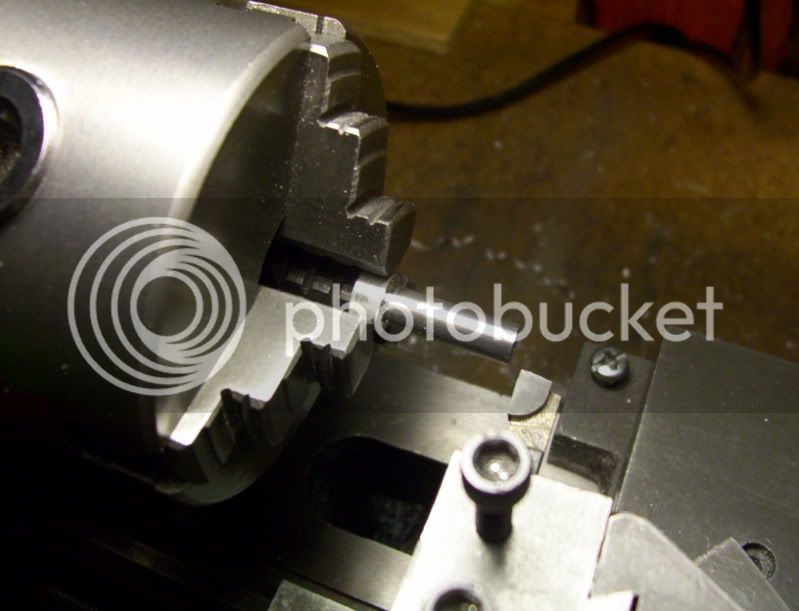
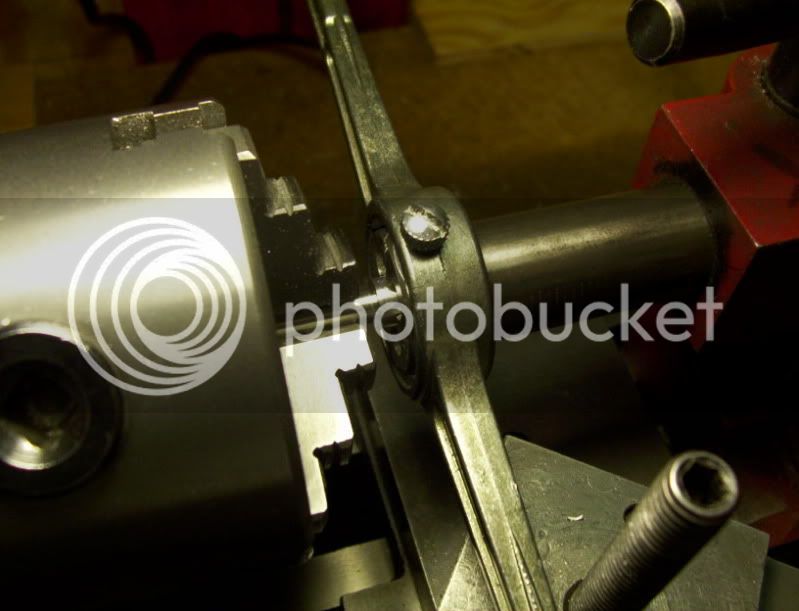
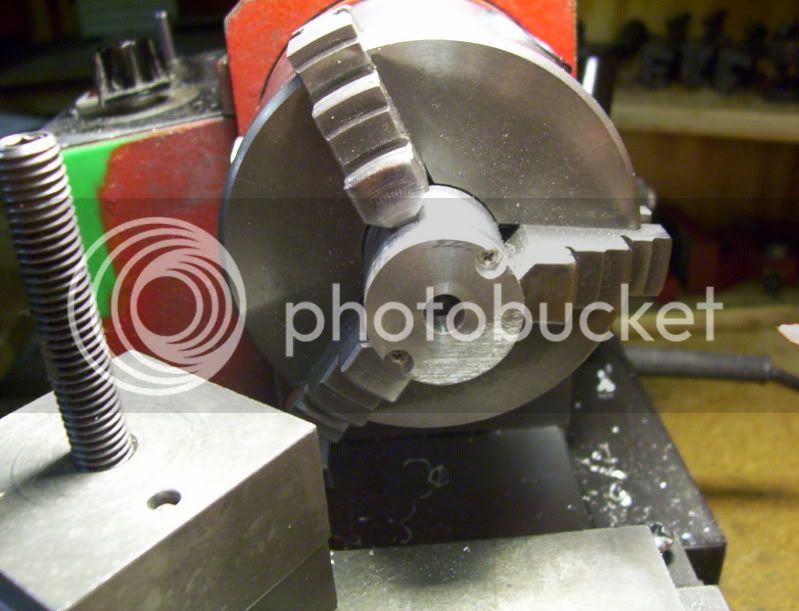
Now the rod is machined to a 1/4" dia. leaving 3/16" left at the originaql 3/8" dia., which is gripped in the chuck jaws.
Now the rod is turned end for end, and the last bit is machined to around 0.360" dia. so a 3/8-24 die can be used on it for threading.
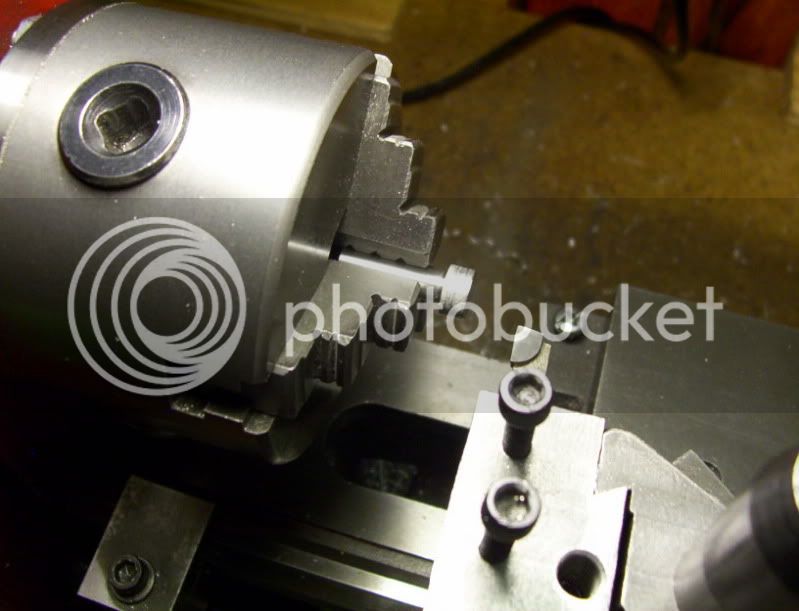
Now the roughed out piston head blank is screwed on tightly, to see how much thread is revealing. The reason for the thread on the rod revelaing is because I don't have a bottoming tap for tapping the piston head, so about 2 1/2 threads are really engaging.
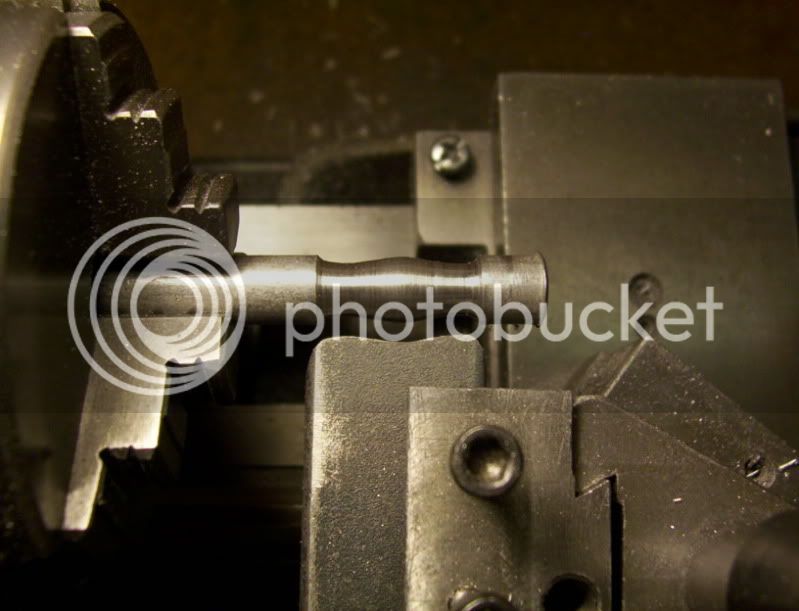
But this is a blessing in disguise, because now I need to machine a taper at the bottom of the rod, taking off enough threads to leave about 2-3 threads left, by doing this it gives the piston head a really tight snug fit, with a pair of channel locks to make it tight without needing to use any loctite glue.
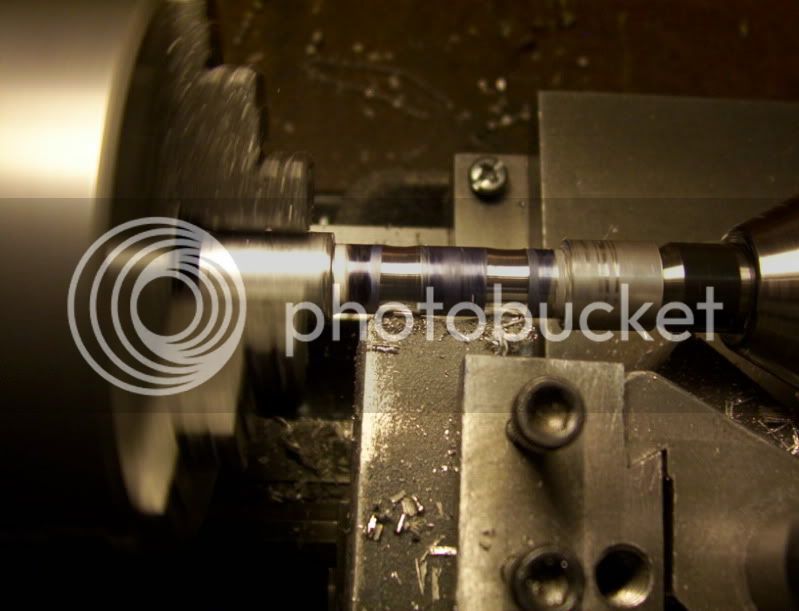
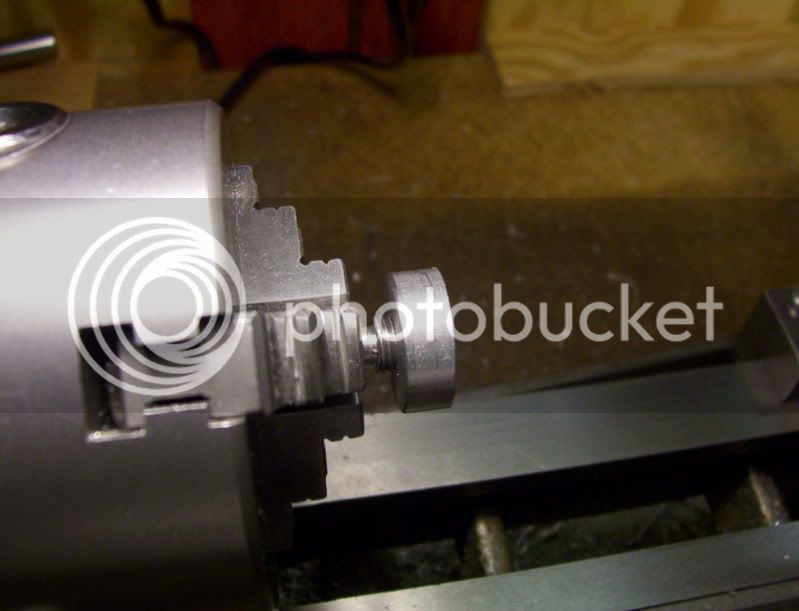
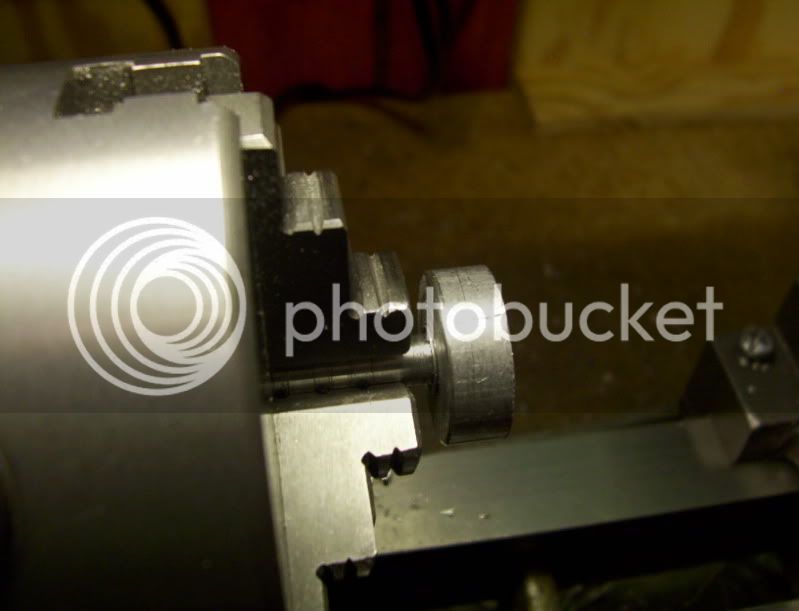
Now with everything tight and secured, I can machine the piston head to the proper length and dia. to fit the cylinder bore, it's being made for.
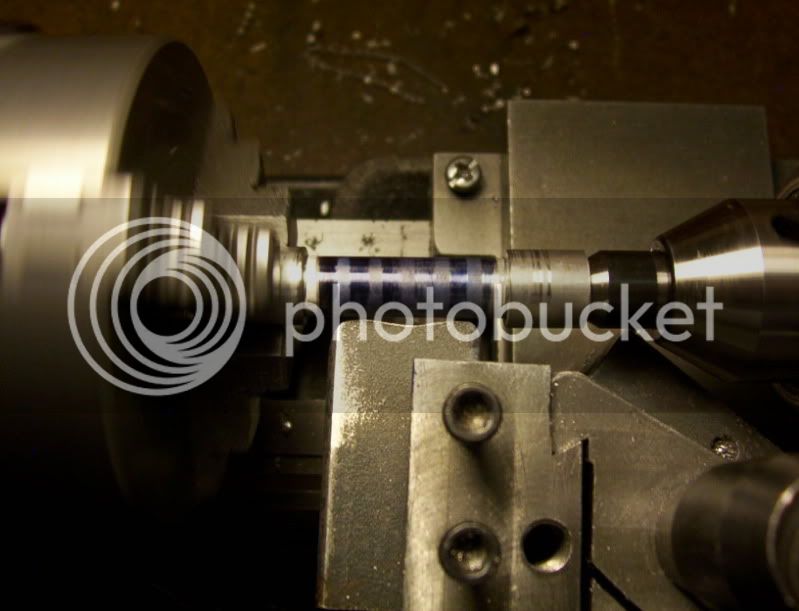
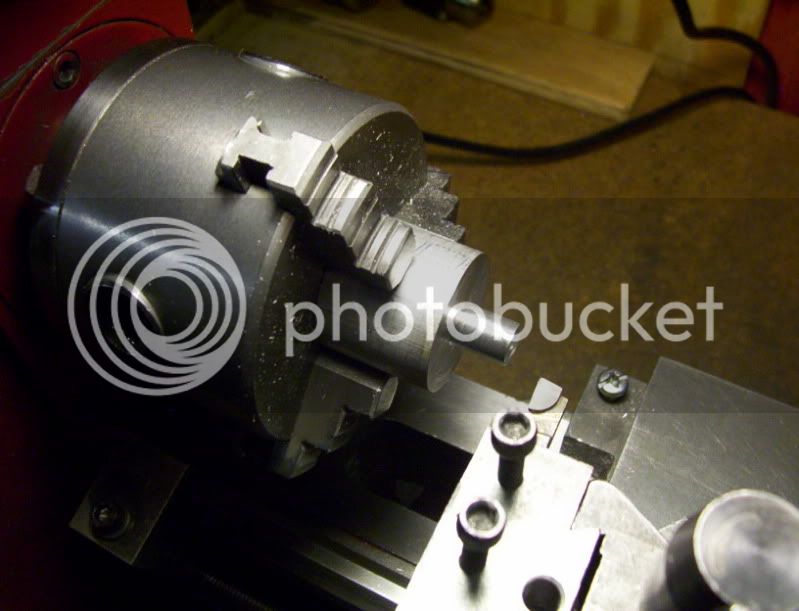
Cylinder fitted over the piston, and the chuck spinning to see how concentric and properly fitted the piston is inside the cylinder.
The piston and cylinder to this point.
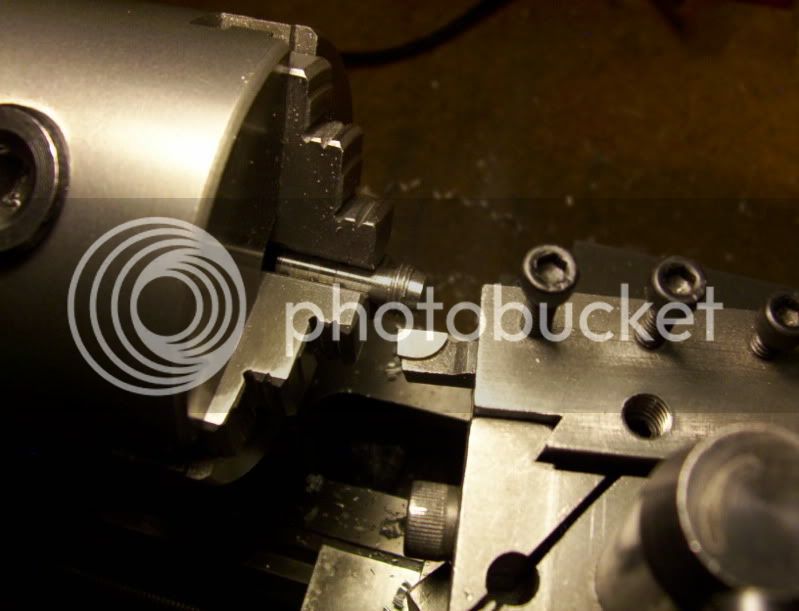
Now a hole is drilled and tapped 1/8" up from the bottom of the cylinder to a thread of 6-32.
To mount a hose connector too.
The endcaps and both hose connectors are dry fitted onto there cylinders, so some oil leakage will occure, but this is a test run to see if the calculated value of a piston movement of around 0.170" with the master cylinder will cause the piston in the driven cylinder to travel around 1-3/4".
Here it is being tested, the small driving cylinder moves it's piston less than 1/4", while the driven piston moves over 1-1/2".
<object width="480" height="385"><param name="movie" value="
http://www.youtube.com/v/L-PxhT-05IM?fs=1&hl=en_US&rel=0
Have fun in the shop...





")