Ken Bartlett
Well-Known Member
- Joined
- Dec 1, 2009
- Messages
- 48
- Reaction score
- 5
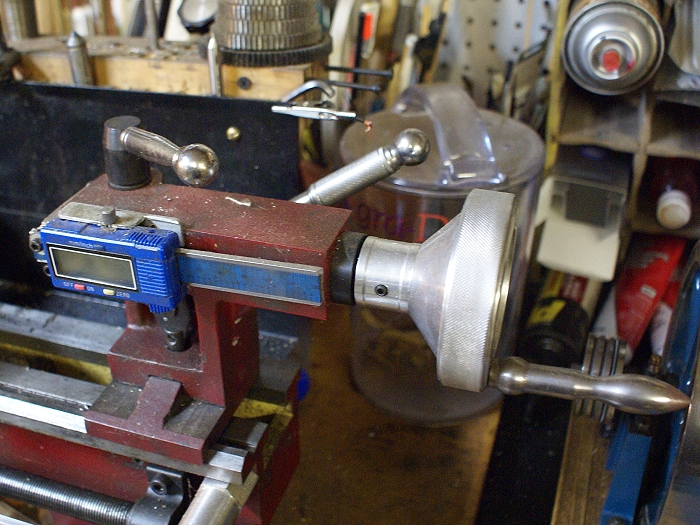
I want to replace the stock handles on my Harbor Freight 7 x 10. Looking for any and all suggestions as to size, method of retention, materials and any advice. Also if anyone has done any drawing for them, or can post a link to any drawings would be much appreciated. I am leaning toward a heavier, more rigid feel to them than what is on it now. Thanks for the help.