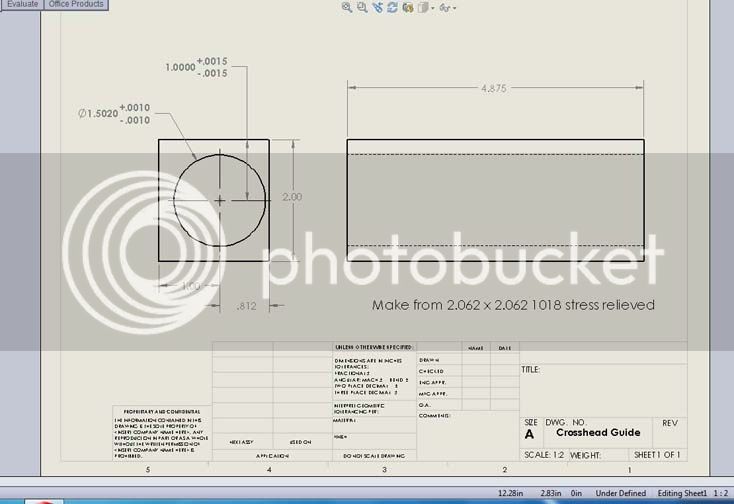
The critical dimensions are in bold with tolerance called out. In general for the other dimensions .xx plus minus .010; .xxx plus minus .005. THis is for the beginnings of a crosshead guide for a steam locomotive. I would rather NOT do it on the lathe because it is odd shaped and there in no way to support one end unless i make some sort of carrier fixture that steady rest can handle, not to mention chucking in the four jaw chuck (not too happy about this whole way of doing it.)
I have in mind a boring head on my manual mill. NOTE: I do not have a power downfeed for the mill.
I realize I CAN do it on the lathe if I clamp the workpiece to the cross slide at just the right height with shims and packing material (after taking a bunch of stuff off); and then bore with dog driven boring bar supported between centers (still don't like it). Only advantage is power feed on lathe since I have no power downfeed for my mill. Thanks.
[Edit] Bear in mind I want to make four of them. Two steel, two bronze. So I want to setup so as to be able to repeat fairly easily with fixtures etc, hopefully. If the stock comes from the mill fairly accurately sized I want to avoid squaring up the stock on the mill. If I have to square up I might farm that out where I buy it, so I can do other important stuff meantime. Maybe I'll have to, dunno. Will cut the first one or two in aluminum as a trial, then go with the steel , finally the last two I would like bronze if possible; so the setup has got to work really well because the bronze is $65 each for the part blanks.
I suspect it would be a good idea to get the bores close, say within .002 undersize and hone from there to bring the bore to size. Need advice on how to go about doing that.
Again Thanks for your time everyone.
regards, John