Mount the work vertical on a Rotab, a boring cutter, at 90° at 1.5"R. Or rotab horz. if its a BP tilt the head XX° (much math required) with a boring head set at 2" radius. I'm looking for the calulations now.
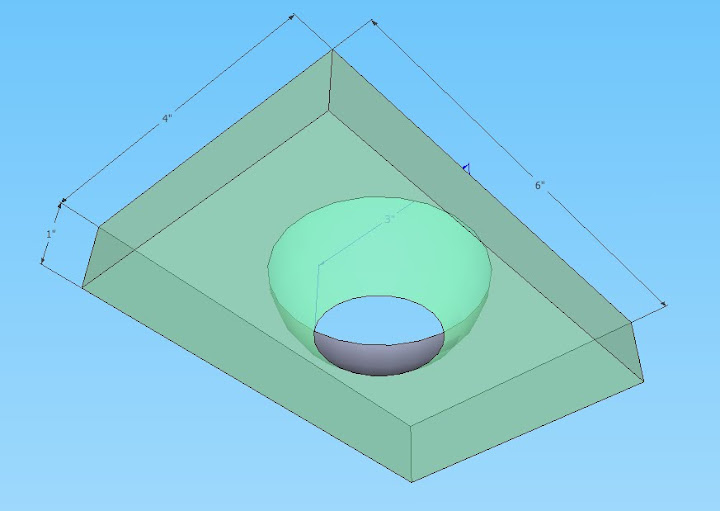
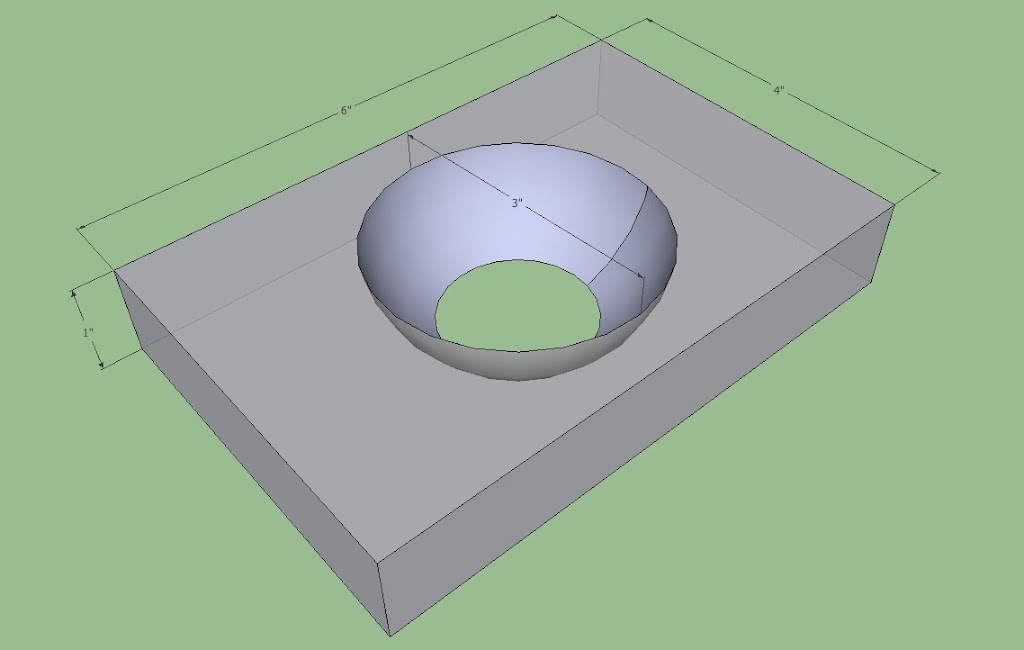
Looking at the drawing again, what you have is a (negative) segment of a sphere, what is the arc radius to be of the bowl, much more than 1.5' as the material is 1" thick with a large hole in the bottom.
To do that the head of the machine would be tilted, and the stock hor. on a rotab. Of course a CNC machine would be the easiest.