




A little closer pic
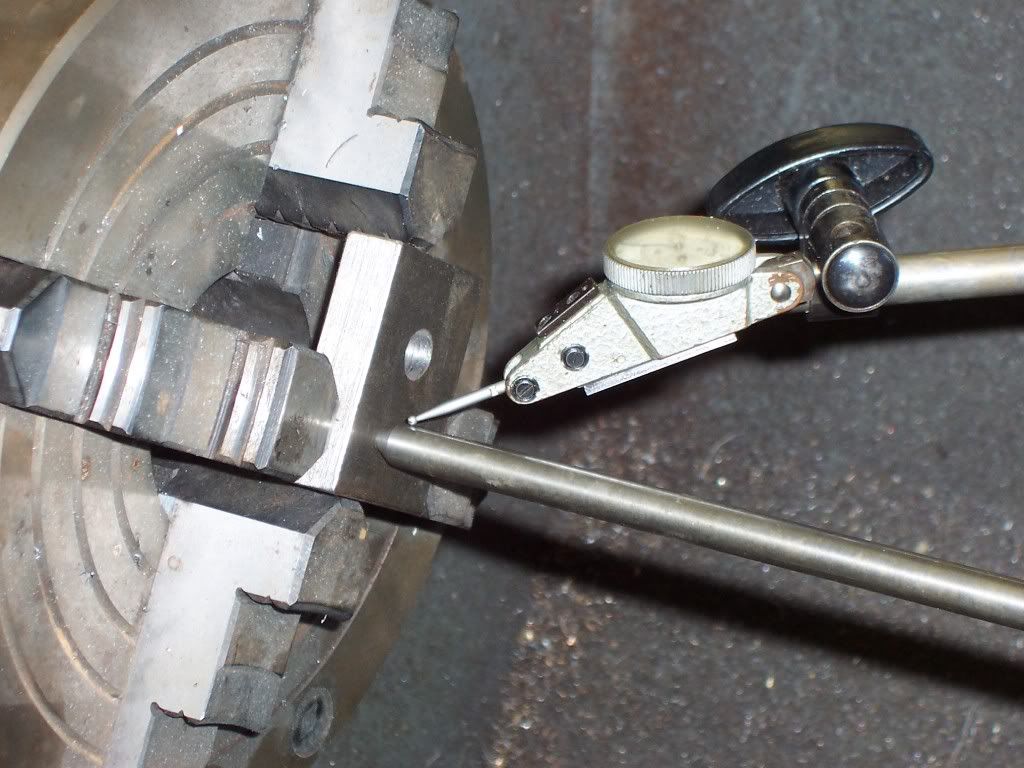
After indicating the part true radially I will go back and reindicate the face to make sure it is still running true. If an adjustment is made to the face the indicator rod is used once again to verify if the center is still running true. It may take a couple of times back and forth between the face and the indicator rod but I can get very good accuracy using this method.
I like to bore holes with this setup if I have to have the bottom of a blind hole square or flat bottomed. It's much easier to do this with a boring bar in the lathe than boring on the mill. If you don't have a boring head for the mill, this is a also good alternative. The accuracy of the location of the hole will be as good as your edgefinder and indicator skills. I hope this helps, Dave
After indicating the part true radially I will go back and reindicate the face to make sure it is still running true. If an adjustment is made to the face the indicator rod is used once again to verify if the center is still running true. It may take a couple of times back and forth between the face and the indicator rod but I can get very good accuracy using this method.
I like to bore holes with this setup if I have to have the bottom of a blind hole square or flat bottomed. It's much easier to do this with a boring bar in the lathe than boring on the mill. If you don't have a boring head for the mill, this is a also good alternative. The accuracy of the location of the hole will be as good as your edgefinder and indicator skills. I hope this helps, Dave
")
