I have been machining for about a year now, and every day is still a school day!!
My current project is a Hemingway Power Hacksaw, which I have been working on for the last few weeks. Two of the parts are looking a little tricky. They are a top cap for the cylinder and the piston. (Parts 29 and 21)
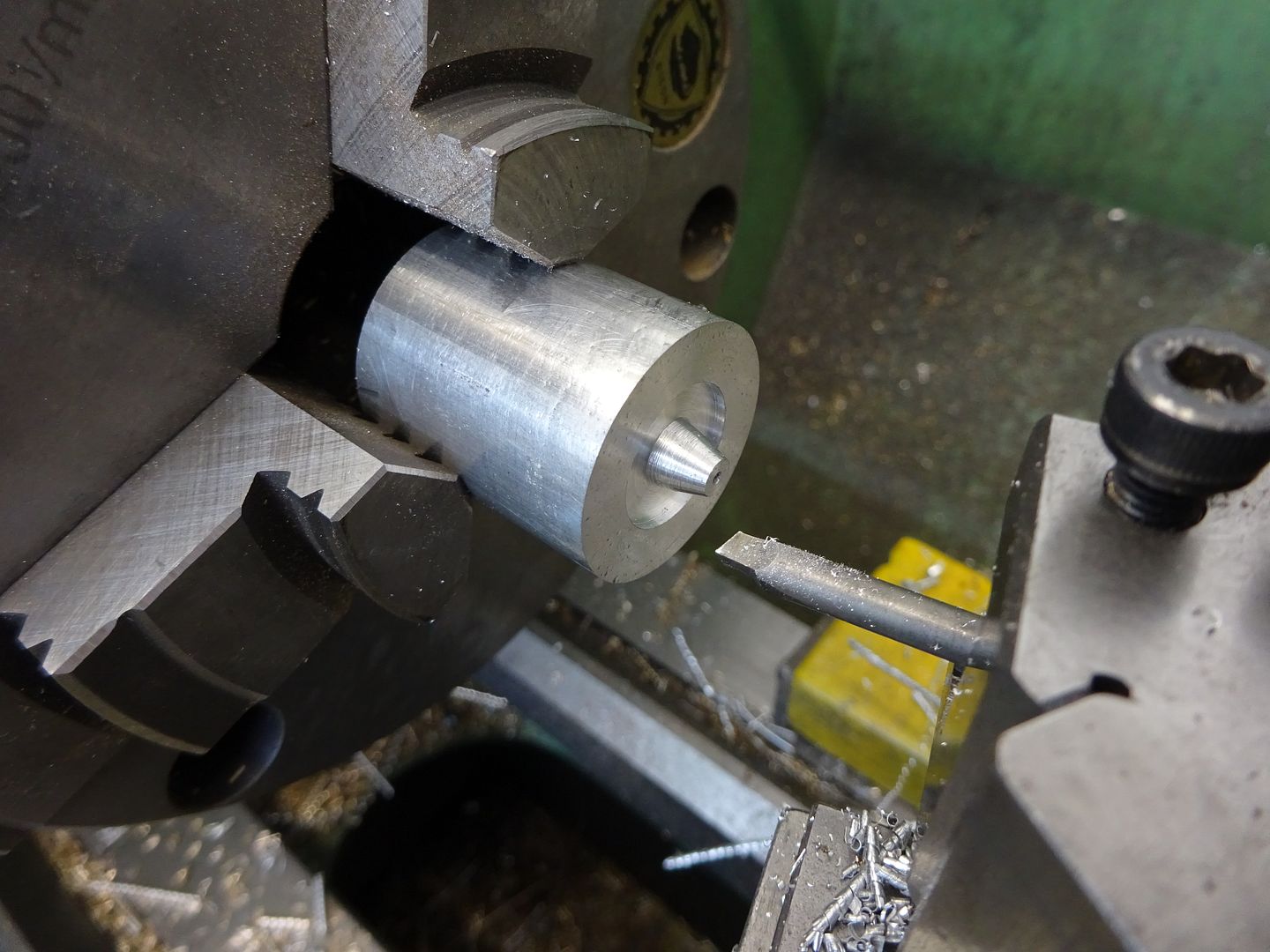
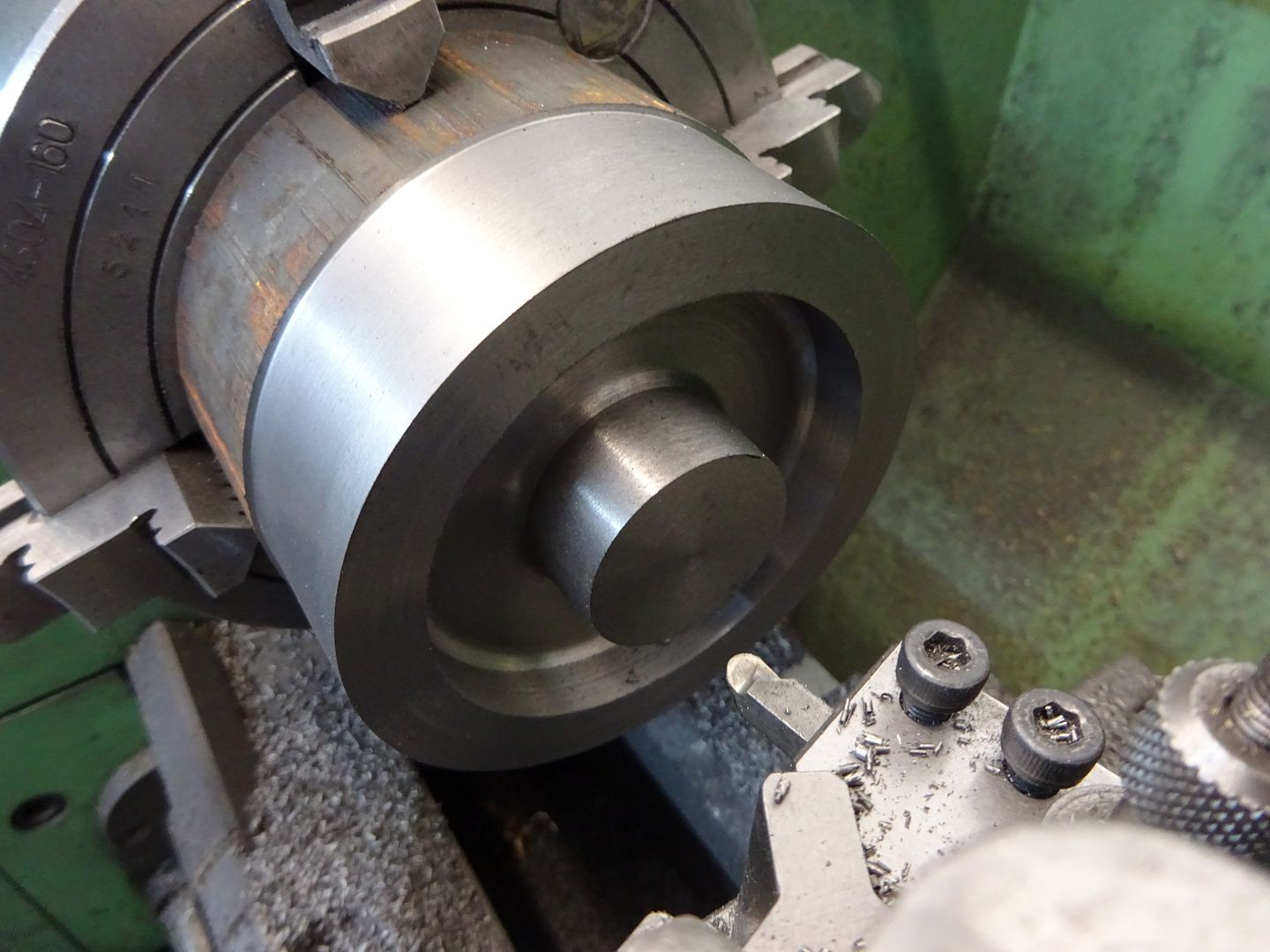
Both parts are similar, in that they are cut from solid bar stock that needs to be hollowed out leaving a cup like feature that fits over the end of the cylinder (section of 1 1/4" tube) but needs to have a needle valve through the middle, so not a flat internal face which would be fairly simple with a boring bar.
I have a photo, but can't work out how to attach it to this post.
Thanks in advance of any help with this.


My current project is a Hemingway Power Hacksaw, which I have been working on for the last few weeks. Two of the parts are looking a little tricky. They are a top cap for the cylinder and the piston. (Parts 29 and 21)
Both parts are similar, in that they are cut from solid bar stock that needs to be hollowed out leaving a cup like feature that fits over the end of the cylinder (section of 1 1/4" tube) but needs to have a needle valve through the middle, so not a flat internal face which would be fairly simple with a boring bar.
I have a photo, but can't work out how to attach it to this post.
Thanks in advance of any help with this.
Last edited: