Dave,
Thanks for that, and your support. :bow:
I just do what I was taught as the pain of not doing so resulted not only in a job going haywire but the 1950's Navy's sometimes sadistic and always painful punishments were to be avoided where possible, e.g. running around with a tin hat, a backpack full of bricks and a 0.303 Lee Enfield held at the high port shouting, "I WILL MARK OUT MY WORK," to the beat of your hobnail boots, minimum time 30 mins and more if you slowed down.
To be fair, our armed forces at that time, continued to practice the hard lessons learned from WWII and one small boy's feelings did not rate a mention. You either got over it and survived or they got rid of you.
Back to the crankshaft.
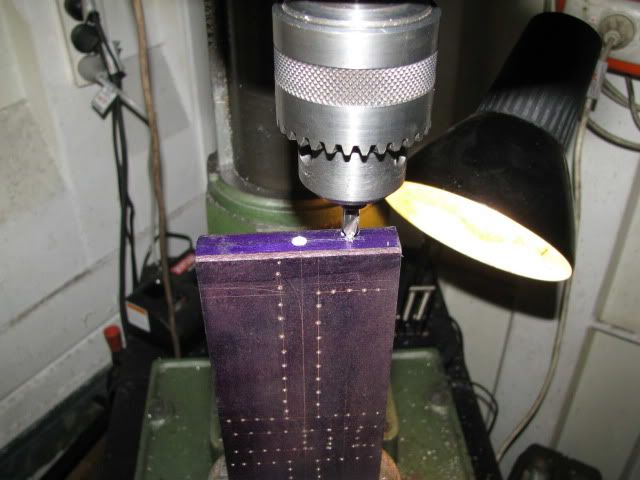
Milling the packer for the web.
The packer fitted to the web.
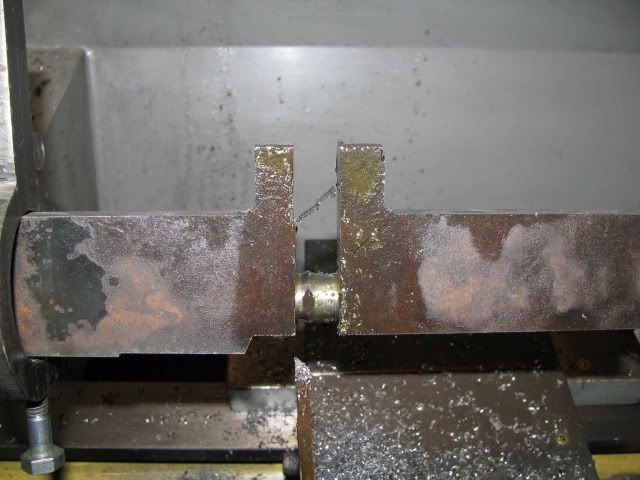
Cutting away the unwanted bits with a slitting saw.
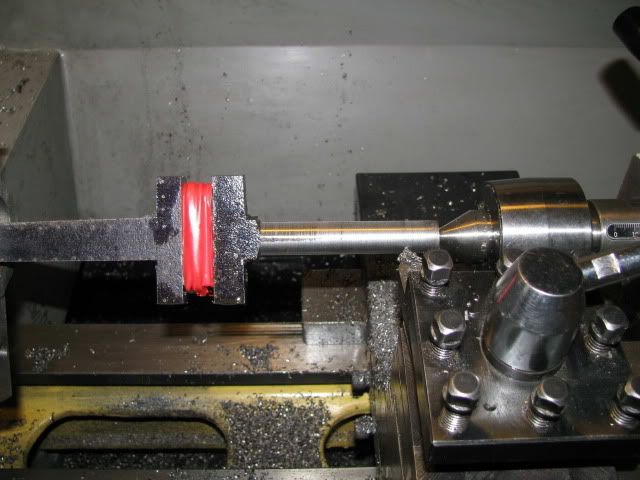
Back to the lathe for the main shafts and web sizing.
And so ends another week.
Best Regards
Bob



























 Stuart S50 - Replacing mild steel shafts with stainless steel shafts.
Stuart S50 - Replacing mild steel shafts with stainless steel shafts.