skyline1
Well-Known Member
- Joined
- Aug 6, 2012
- Messages
- 438
- Reaction score
- 147
Hi Rob
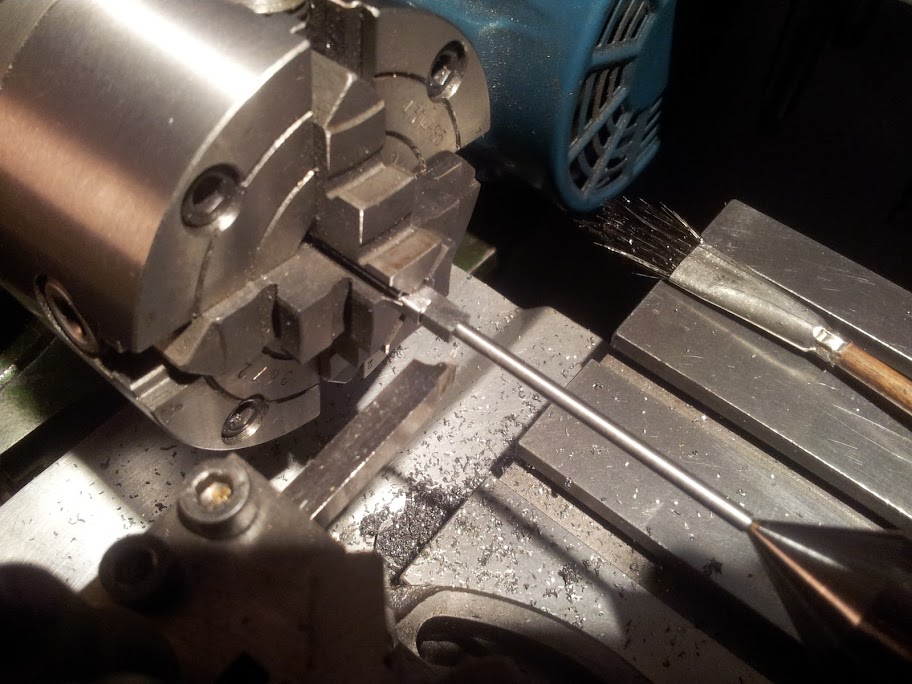
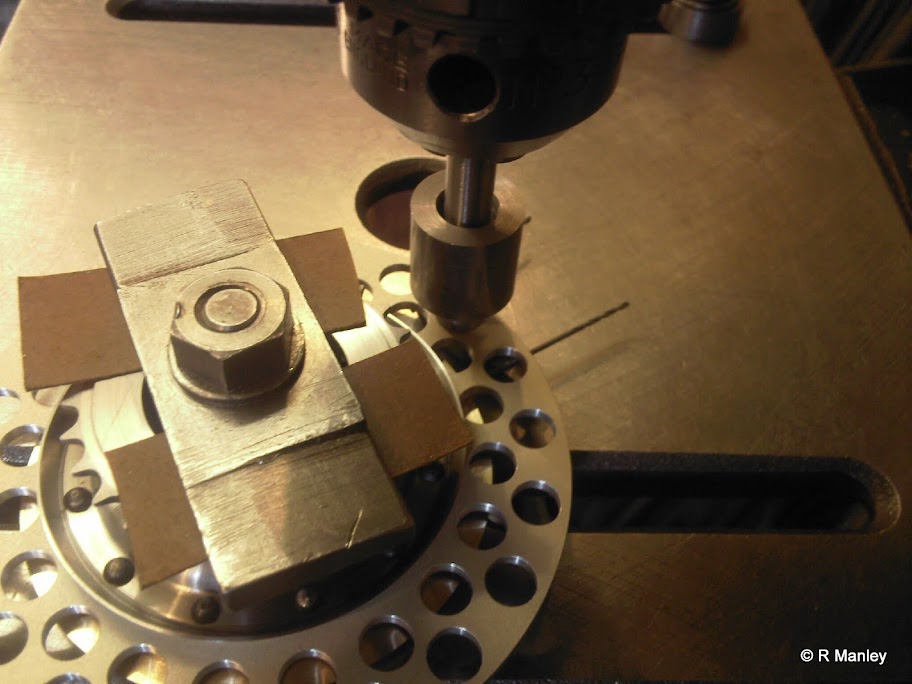
This is looking more and more impressive all the time. Drilling the split pin holes looks tricky 0.85mm through bronze (drill grabber at the best of times), quite deep and intersecting with the side of the pin hole sounds like a perfect recipe for a broken drill without extreme care. Awesome mate.
Regards Mark
This is looking more and more impressive all the time. Drilling the split pin holes looks tricky 0.85mm through bronze (drill grabber at the best of times), quite deep and intersecting with the side of the pin hole sounds like a perfect recipe for a broken drill without extreme care. Awesome mate.
Regards Mark
")