Hi Lawijt,
This is the best way to make an accurate expanding mandrel.
Turn down a piece of bar with a shoulder that can sit against the front face of the chuck jaws.
Hold that piece in the chuck and then turn down the shape as shown in the picture.
Leave 0.5 mm on the front diameter and shoulder.
Drill and tap a deep hole right down into the main boss, then clean out the front end of the threads with a clearance drill.
You need a long series tap for this.
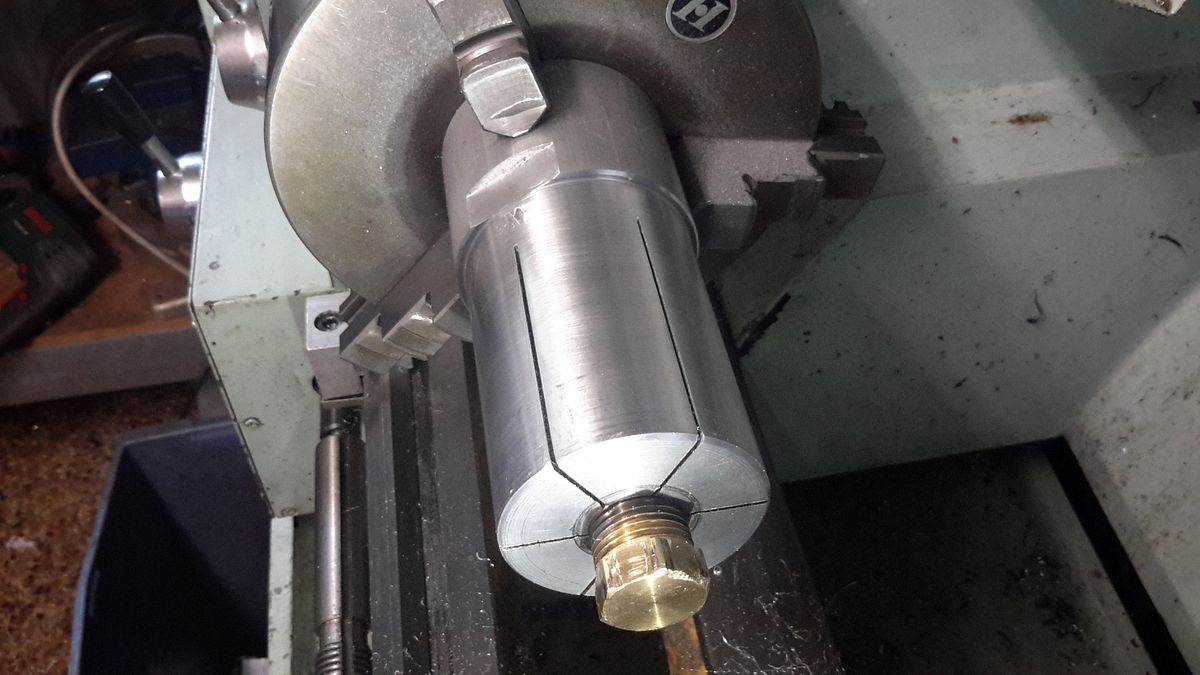
Use a large diameter slitting saw, or carefully use a hacksaw to make the six 1 mm wide slots right down to the main boss.
Turn a 15 degree taper in the front hole.
Turn a corresponding taper on the head of a standard hex bolt, M8 x 50 in this case.
Run the tap down the threads to clean out all the loose swarf.
Screw the bolt head down into the taper - light hand tight.
Finish cut the diameter you need on the front diameter and clean up the face of the shoulder.
Aluminium is good for one-offs, it grips well, steel is best for production runs.
This type of mandrel can be used over and over again.
Dave.