- Joined
- Dec 5, 2009
- Messages
- 510
- Reaction score
- 47
Hi Kel.
At the moment, I'm using the plastic tubing, pretty much the kind for fish aquariums, air tubing.
That's the kind of tubing I used for my lift table, I don't recall having any kind of issues with that table project using that tubing, If it was expanding and causing problems I really didn't notice anything, however your RC projects may need more precision in its movement of the piston, while my table project was more like brute force just to get it to raise up.
Have you tried "smallparts.com", they may have the kind of lines your looking for.
Thanks for watching my thread.
Hello to everyone,
Update in my build thread:
As I said in my earliewr posts, my work in progress threads go from one idea of build to a completely different approach until I hit the right combination.
I hope this thread isn't becoming confusing, with all the detours I take.
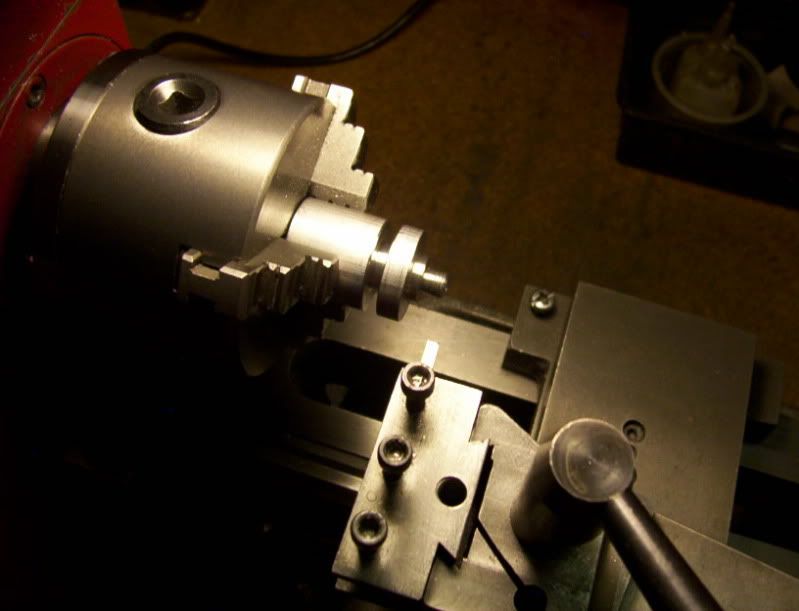
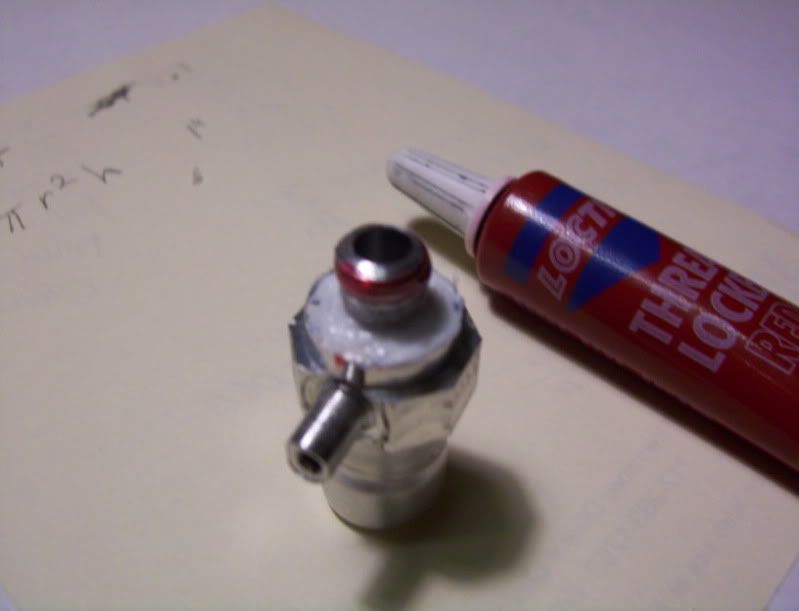
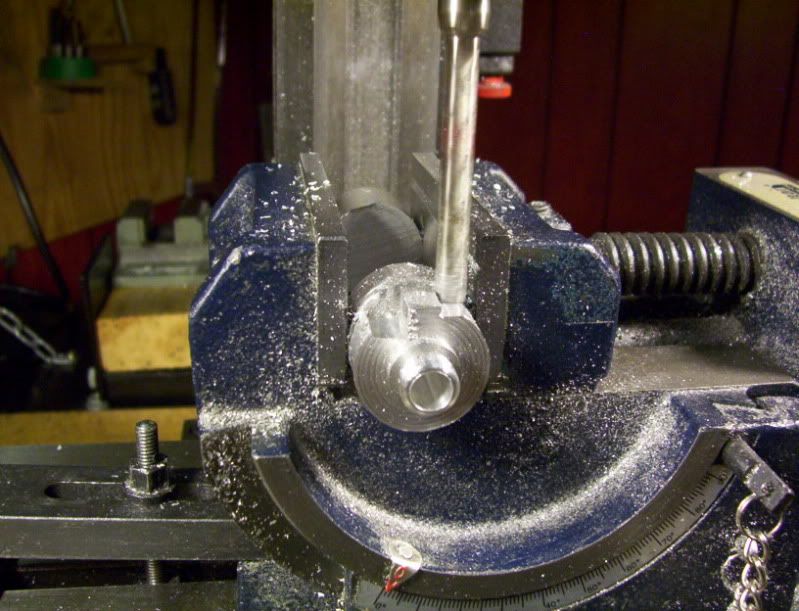
With that said, I am now REDOING AGAIN the whole cylinder arrangement, the reason for that is, when I did my last cylinder, it came out great, However I clamped the cylinder after it was hollowed out just a little too tightly in my V block to machine the tube connector, and put a dent on the inside that will not ream out, the piston stilol works fine, but now and then there is a small catch in that area.
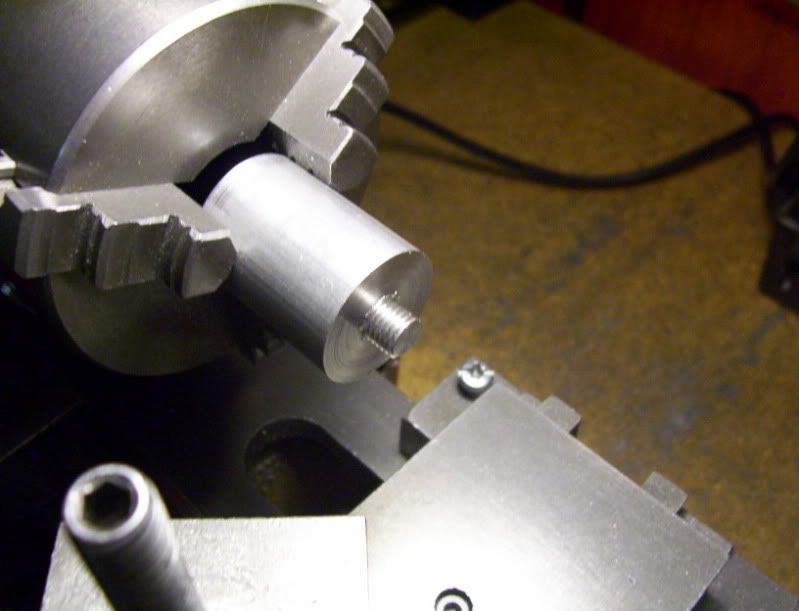
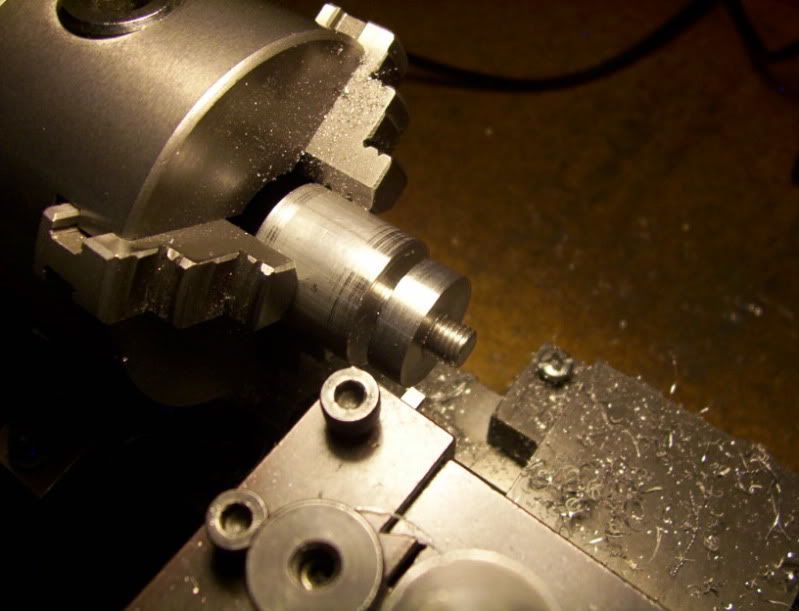
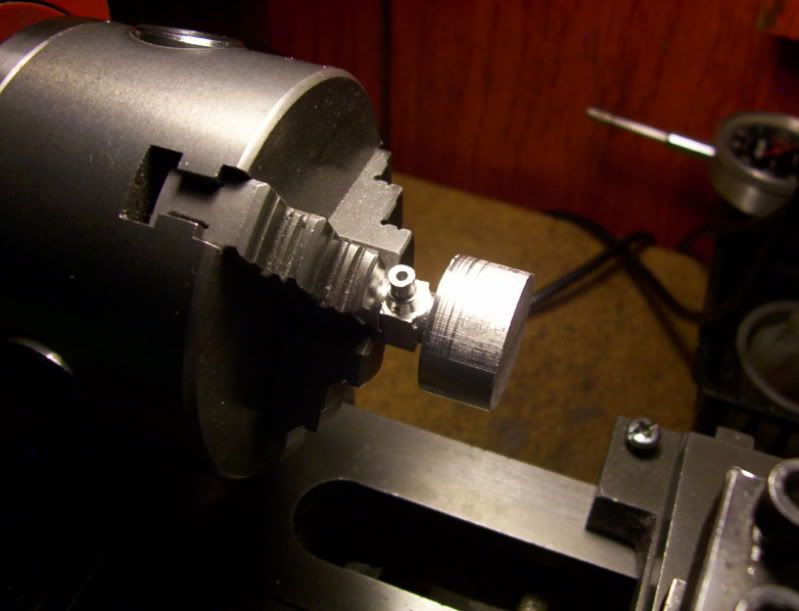
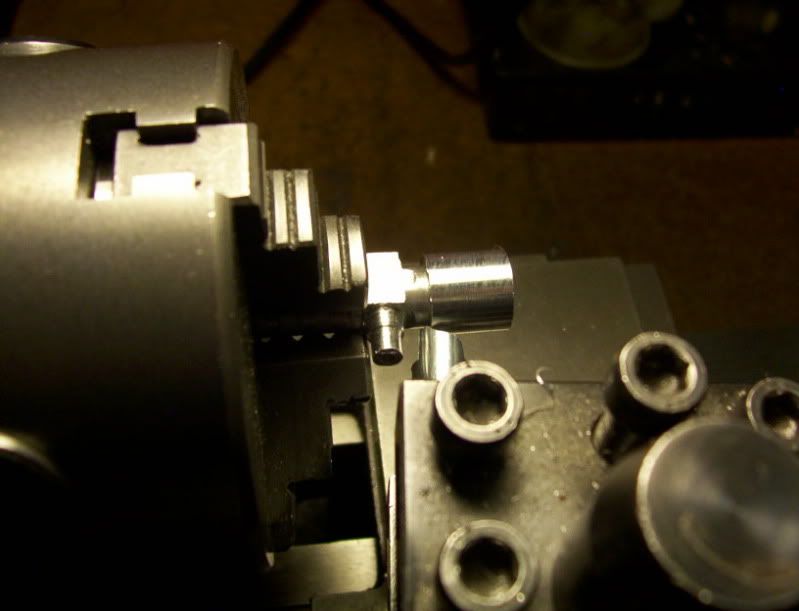
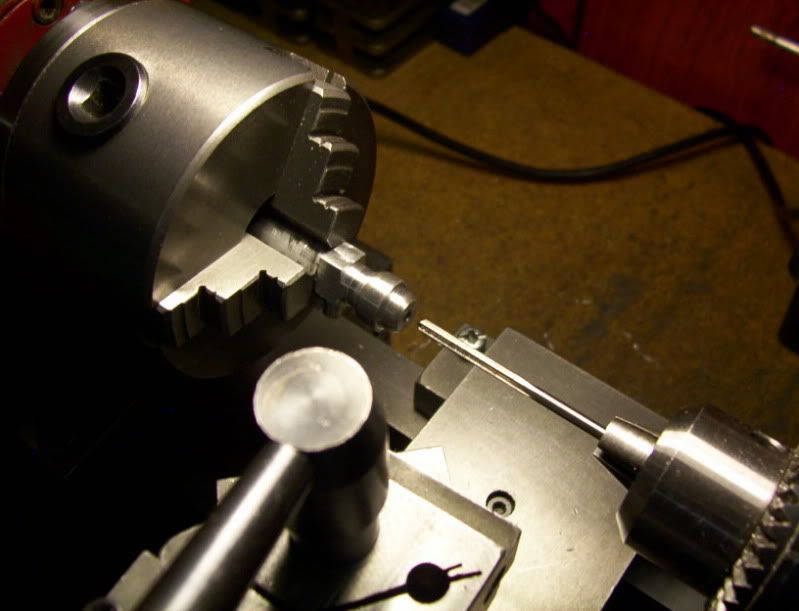
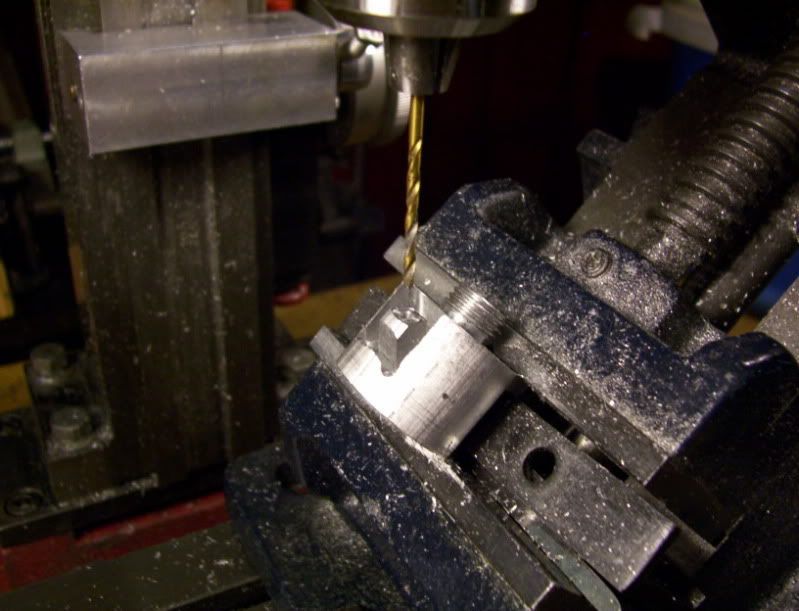
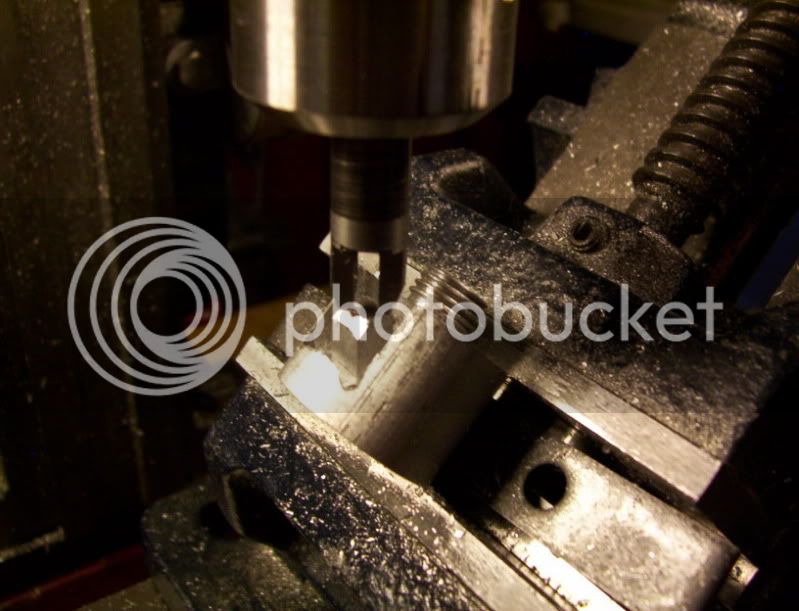
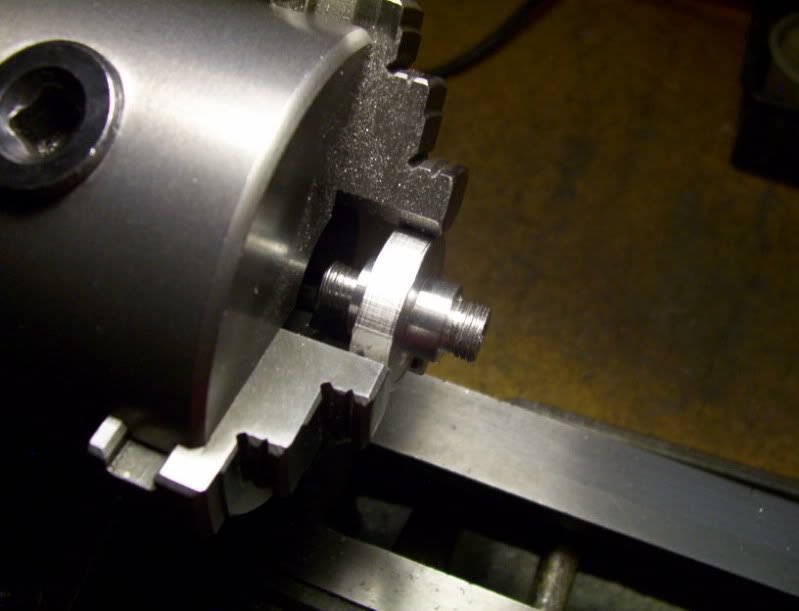
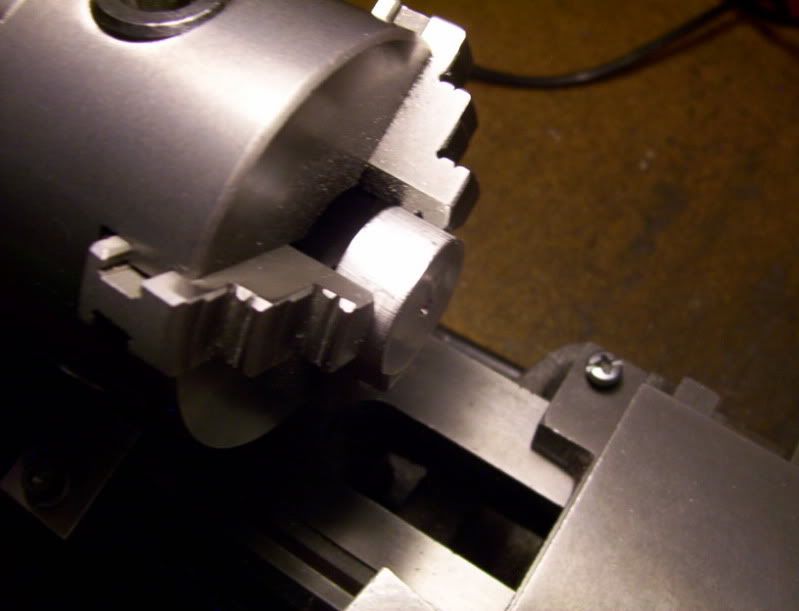
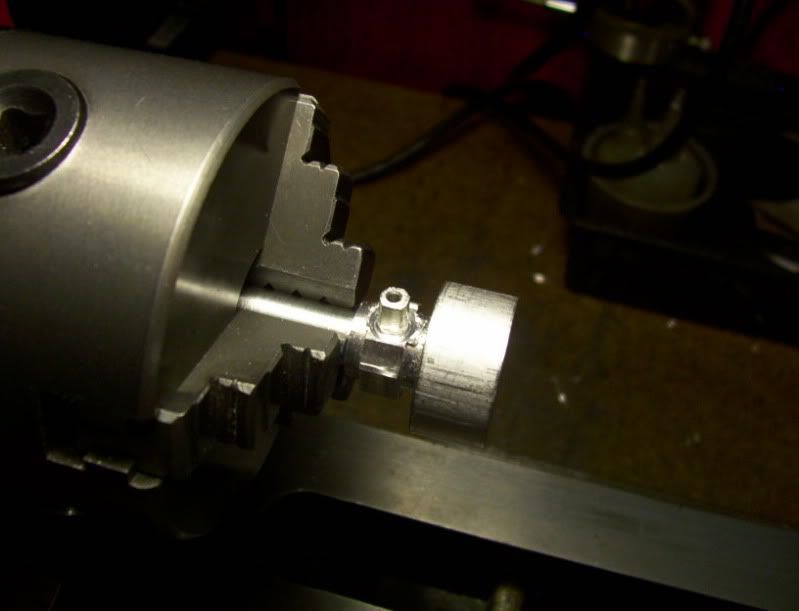
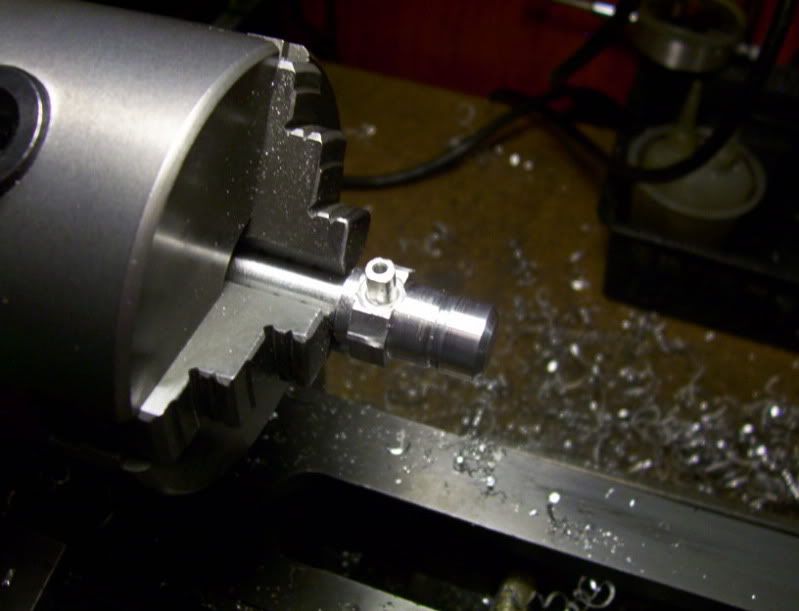
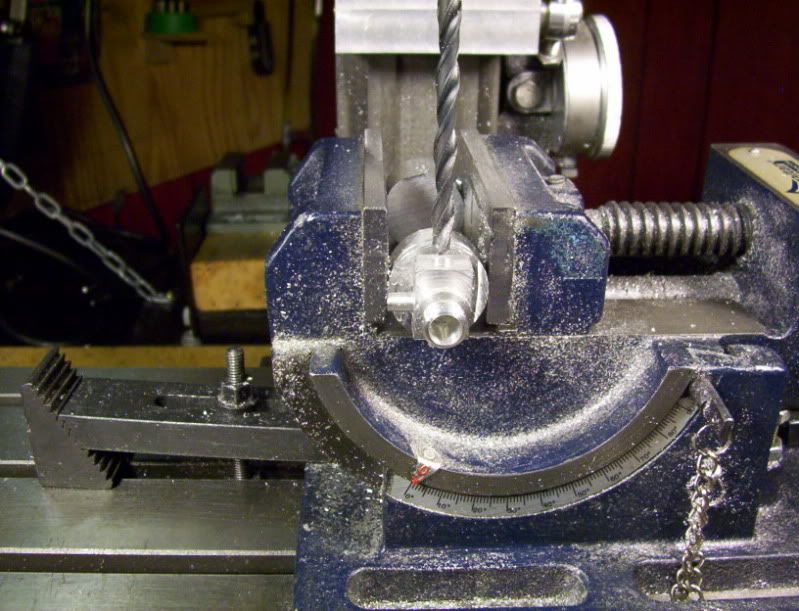
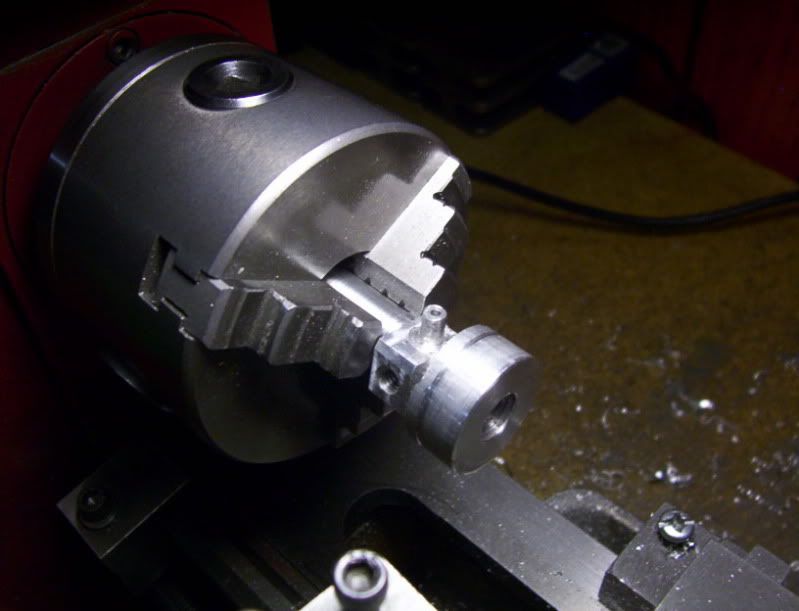
But as I was thinking about the best way to build these should I want to build several, I thought about using 3/8" dia. alu. rod, for the cylinder, and machining as one piece the tube connectors onto the end caps, that way less iterupted cutting on my lathe for the length of the cylinder, and use 3/4, to 7/8 dia. rod for the endcaps, with no offsetting in the lathe but all machining would be done on the mill for the tubeconnectors.
These are ideas I'm kicking around right now.
At the moment, I'm using the plastic tubing, pretty much the kind for fish aquariums, air tubing.
That's the kind of tubing I used for my lift table, I don't recall having any kind of issues with that table project using that tubing, If it was expanding and causing problems I really didn't notice anything, however your RC projects may need more precision in its movement of the piston, while my table project was more like brute force just to get it to raise up.
Have you tried "smallparts.com", they may have the kind of lines your looking for.
Thanks for watching my thread.
Hello to everyone,
Update in my build thread:
As I said in my earliewr posts, my work in progress threads go from one idea of build to a completely different approach until I hit the right combination.
I hope this thread isn't becoming confusing, with all the detours I take.
With that said, I am now REDOING AGAIN the whole cylinder arrangement, the reason for that is, when I did my last cylinder, it came out great, However I clamped the cylinder after it was hollowed out just a little too tightly in my V block to machine the tube connector, and put a dent on the inside that will not ream out, the piston stilol works fine, but now and then there is a small catch in that area.
But as I was thinking about the best way to build these should I want to build several, I thought about using 3/8" dia. alu. rod, for the cylinder, and machining as one piece the tube connectors onto the end caps, that way less iterupted cutting on my lathe for the length of the cylinder, and use 3/4, to 7/8 dia. rod for the endcaps, with no offsetting in the lathe but all machining would be done on the mill for the tubeconnectors.
These are ideas I'm kicking around right now.