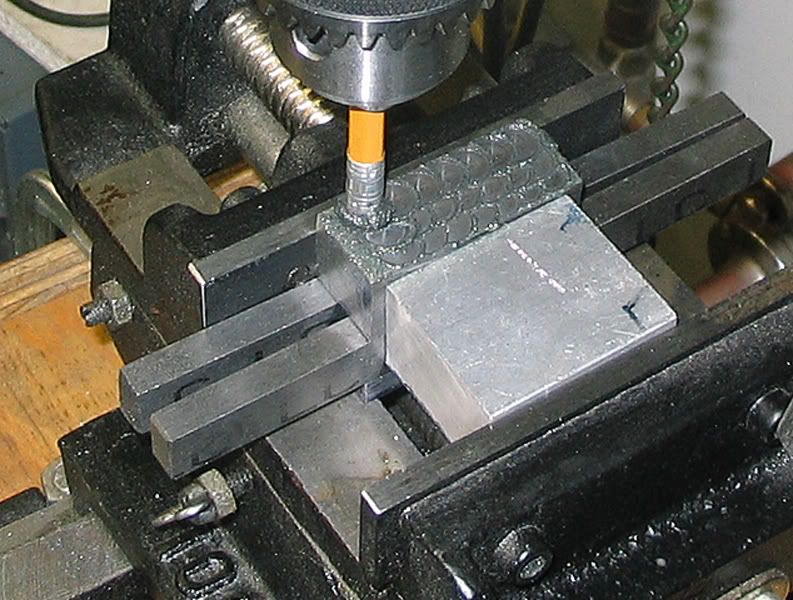
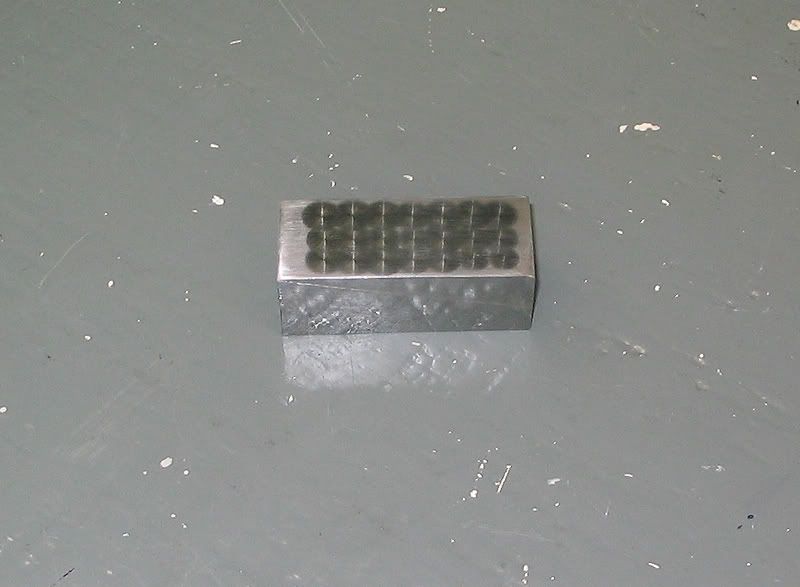
It all depends what you are after, I use a fairly simple approach of 1/2 diameter moved forwards and sidewards, starting from the job centre line, and work exactly the same from each side, but it has to be done exactly, otherwise it just looks to be a mish-mash.
You could put a square down in the form of four touching circles, then one over the top, right in the middle of the four, but again, very time consuming AND it needs to be accurate.
If you have a look at some of the designs on this commercial site, and click on a couple on the first two rows, they tell you what ratios were used to obtain that particular pattern.
http://www.fpmmetals.com/Architectural.htm
You could draw up your own using graph paper. If you don't have graph paper, design and print it free on here (save this link in your favourites for when you need it again)
http://www.printfreegraphpaper.com/
Then when you have your design, use it on the metal.
But make sure you have a quiet few hours, as one slight mistake can ruin hours of work, because most times, you just can't put it right, it will look a real eyesore, and you have to wipe the whole lot off and start again. DAMHIK
BTW having a DRO on your mill makes life 1000% easier when it comes to doing engine turning on flat sheet.
Many moons ago I did a bit of a teach in on how to do it, but I just don't have the will at this time to find it. Maybe someone can do the search for it.
John






") ). I like it!
). I like it!