Here that a few of these are hidden away behind work benches and other objects long forgotten.Been described throughout the range of "Cute" to "Boat Anchor" But its what I'm stuck with and if it can turn out a Rocker Motor I'll slide it toward the "Cute" category.
So I have the 109-20630 model, sleeve bearing head stock and all. Have most of the change gears and the threading dial gizmo. Changed the motor over to a treadmill variable speed DC type and am very happy with the results.
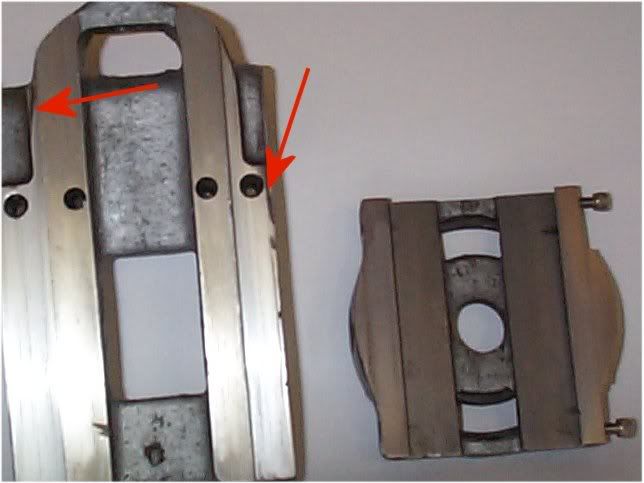
So now that the "Rocker Fever" has passed its time to fix some of the little things that need attention. First off is the cross slide. Time to get it into a smoother operational condition, has yet to be seen.
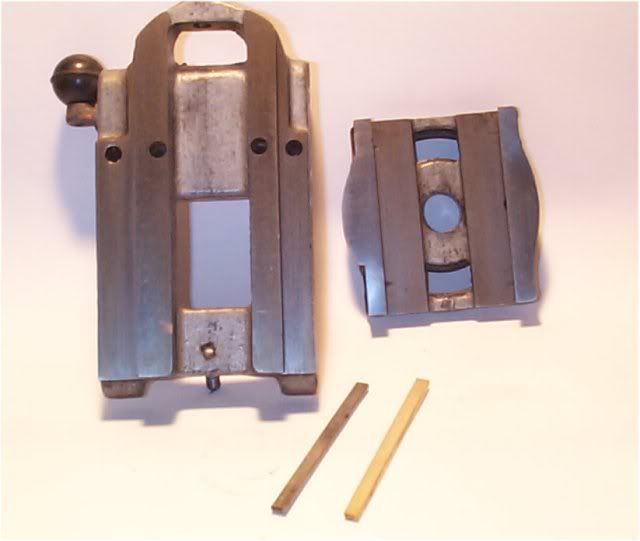
Original gib plate is steel, just doesn't like to slide as well as I'd like. Using a vertical slide to fly cut stock just plain gets hard on the fingers. Loosen the gib to ease the turns and well, that don't work. So cut one out of brass, its natural slipperiness ought to help some.
Before that, I spent some time with some 600 paper on a piece of glass and ran the separate components over it a bit to identify and knock down any high spots. Not looking to remove metal, just enough back and forth to get a consistent shinny surface. Then some Bon-Ami and oil mix, more back and forth till it felt decent. Enough for today.
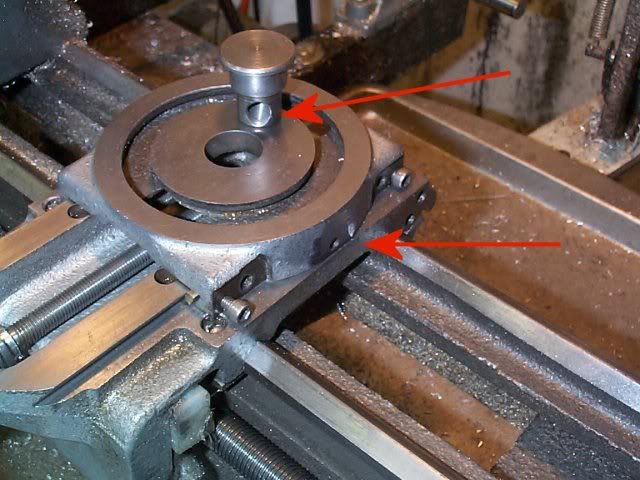
Next is the addition of another screw for gib adjustment. It only has 2, one at each end and at extreme travels the ends sorta hang out in mid air. That can be improved.
Robert
So I have the 109-20630 model, sleeve bearing head stock and all. Have most of the change gears and the threading dial gizmo. Changed the motor over to a treadmill variable speed DC type and am very happy with the results.
So now that the "Rocker Fever" has passed its time to fix some of the little things that need attention. First off is the cross slide. Time to get it into a smoother operational condition, has yet to be seen.
Original gib plate is steel, just doesn't like to slide as well as I'd like. Using a vertical slide to fly cut stock just plain gets hard on the fingers. Loosen the gib to ease the turns and well, that don't work. So cut one out of brass, its natural slipperiness ought to help some.
Before that, I spent some time with some 600 paper on a piece of glass and ran the separate components over it a bit to identify and knock down any high spots. Not looking to remove metal, just enough back and forth to get a consistent shinny surface. Then some Bon-Ami and oil mix, more back and forth till it felt decent. Enough for today.
Next is the addition of another screw for gib adjustment. It only has 2, one at each end and at extreme travels the ends sorta hang out in mid air. That can be improved.
Robert
") Sounds like my "To Do List"
Sounds like my "To Do List"