- Joined
- Oct 29, 2011
- Messages
- 287
- Reaction score
- 2
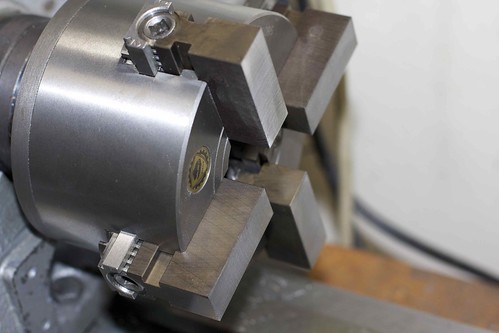
I have a Bison 4-jaw combination chuck that I use most of the time, and I was lucky enough to get a set of soft jaws for it. The soft jaws are unhardened steel, I think, but are pretty tall. I'm wondering how best to put the soft jaws to use.
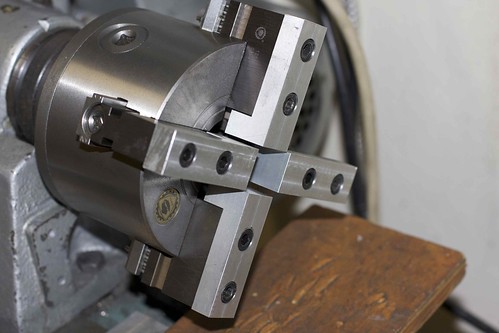
I was thinking of drilling and tapping two holes in each jaw, so that I can bolt aluminum bits onto each jaw, which can then be machined in-place to hold tricky parts. The Al parts can be easily replaced when damaged or worn.
How do other folks use soft jaws?
I was thinking of drilling and tapping two holes in each jaw, so that I can bolt aluminum bits onto each jaw, which can then be machined in-place to hold tricky parts. The Al parts can be easily replaced when damaged or worn.
How do other folks use soft jaws?