Unfortunately life had conspired to keep me out of the workshop for a few days, resulting in no progress until today when work began on the cylinder.
The plans called for a block of brass 1/2" x 5/8" x 1 1/8". Only having 5/8" square, I skimmed it to size in the 4 jaw chuck with the one pair of jaws reversed:
Next was drilling a hole large enough to get a boring bar in. Adjusting the 4 jaw chuck for centring the punch mark took ages, but the drilling itself took even longer, anything but the slowest feed of the drill would cause the lathe to jam and stall, even though I used a series of drills slowly increasing in size. I have read that one should smooth the cutting edge off the drill with a stone when drilling brass, but not being too sure what to smooth and only having one set of drills I skipped that step
")
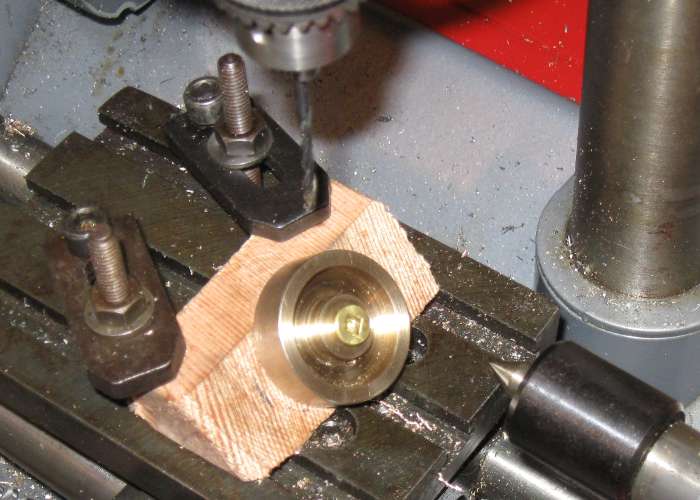
A bigger problem was judging how deep to drill to the correct depth. The tailstock dial was no use as I kept losing count of the number of turns, which turned out to be pointless anyway as the depth of the hole was slightly beyond the tailstock range. So in the end I put a dab of marking blue on the drill shaft and marked the depth on it - barely visible in the next picture.
As soon as the hole was barely large enough to accommodate the boring bar, using a clamp as a saddle stop, I bored the hole to the correct size with the little home made boring tool. This went really well, once it reached a fraction of a millimetre under size, without moving the crossfeed, I traversed the saddle back and forth a number of times. After which the size was spot on, and the finish appears to be silky smooth. Not having a reamer, I am hoping that this finish will be good enough.
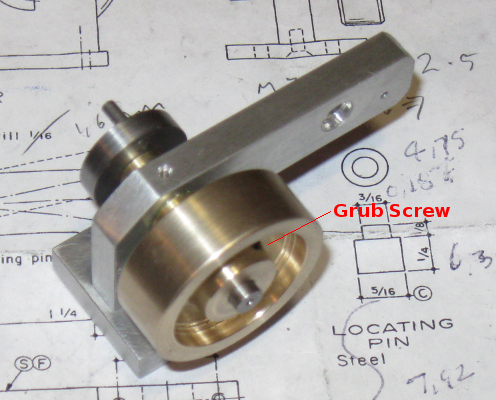
Although purely cosmetic, as per the plans I turned the open end of the cylinder into a tube, and then bevelled the edges of the square with a file. I thought it would look more balanced if the closed end of the cylinder was also tube shaped, so turned that round as well. I was really pleased with the way the completed cylinder turned out as seen here:
But then, holding the cylinder in position against the frame trying to picture the completed engine, my heart sank into my stomach .......
In my enthusiasm, I had turned away the flat part of the cylinder where the port should go :redface2:
so ... tomorrow I will have to remake the cylinder from scratch