The little nuts and bolts are a nice idea, but I need to ease up on the creativity, that was what got me into trouble in the first place
")
... so taking the more conservative approach, I opted for fitting a ring around the end of the cylinder.
But after rummaging through the meagre contents of my scrap box and not finding any suitable material, it dawned on me that all that is required is a small filler piece wide enough to cover the port holes in the frame when the cylinder is rotated to top and bottom dead centre.
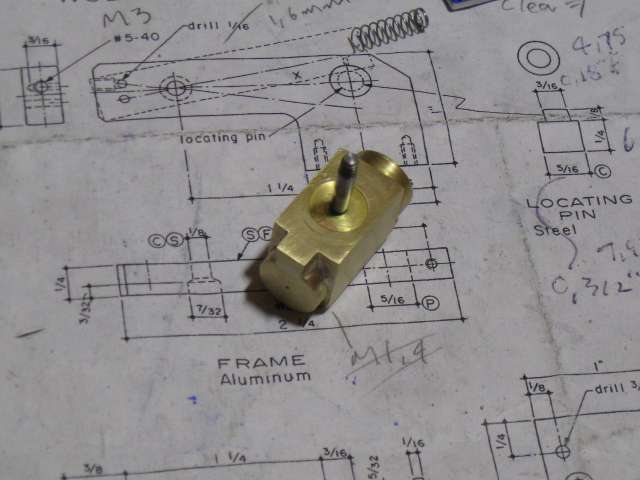
I hacked off a little chunk of brass from the remaining piece of bar that had been used for the cylinder and then filed a little half round indentation until it was a close-ish fit to the end of the cylinder.
I thoroughly cleaned both the cylinder and filler piece with alcohol before carefully applying flux to both parts with a tooth pick. Not too sure of how to hold the structure together for soldering my eyes fell on some stranded picture hanging wire which was easily hand twisted to hold the parts together. Three tiny pieces of silver solder were placed at the joints, the propane torch lit, and the cylinder gently heated. Nothing happened. Being over cautious and never having used silver solder before, I had the torch turned down far too low. I slowly turned it up and then in an instant the solder liquefied and as if by magic was sucked into the joints.
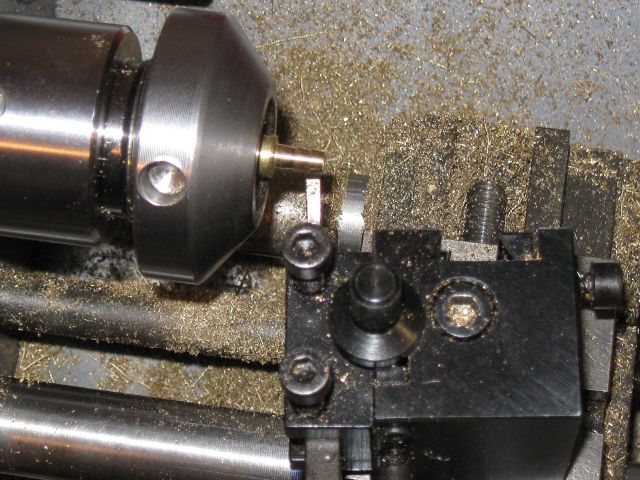
Here it is cooling down, the rough looking projection at the back is the filler piece that started out far too thick:
I was a bit disappointed when it cooled down, I hadn't expected it turn out quite so messy, but nothing ventured, nothing gained, so I dropped it into some citric acid solution and left if for a few hours. After which, other than being a little duller, it looked as good as new again
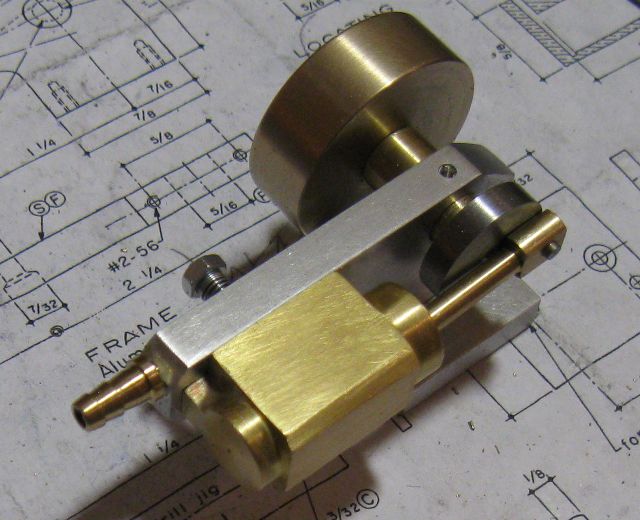
I then skimmed the back of the cylinder in the four jaw chuck to level the filler piece flush with the back:
Followed up by skimming the bearing face, and then fitted the pivot pin:
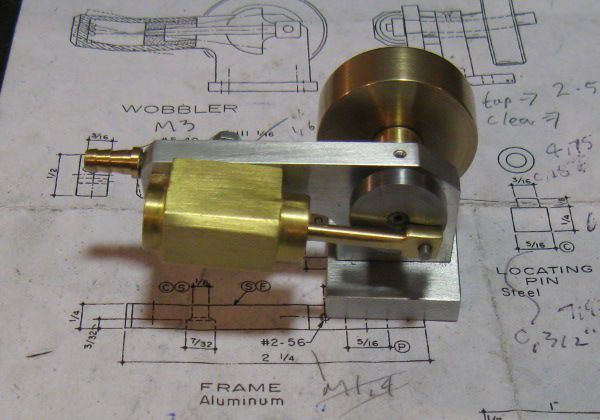
Current state of play - waiting for piston, connecting rod and airline barb: