Tin Falcon:
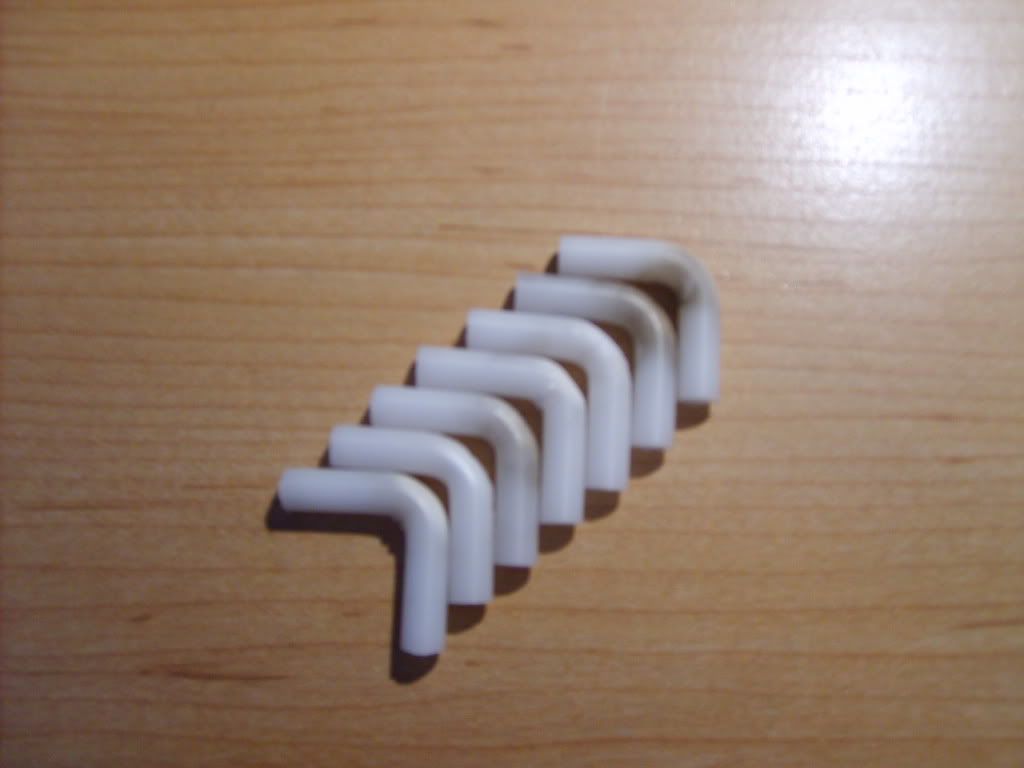
That jig is just for the elbow parts of the pistons, i just bend the 1/4" rod, and then drill holes into the 3/8" rod, and push the 1/4" rod elbows into the 3/8" pistons.
Captain Jerry:
There is no glue capable of gluing UHMW together, that's why i chose this stuff, since it has machining properties of Metal. It can be welded though. If i can't weld it (testing with scrap pieces) then i'm thinking i could put some slices of tubing on either side of the flywheel and using some set screws to fasten it.
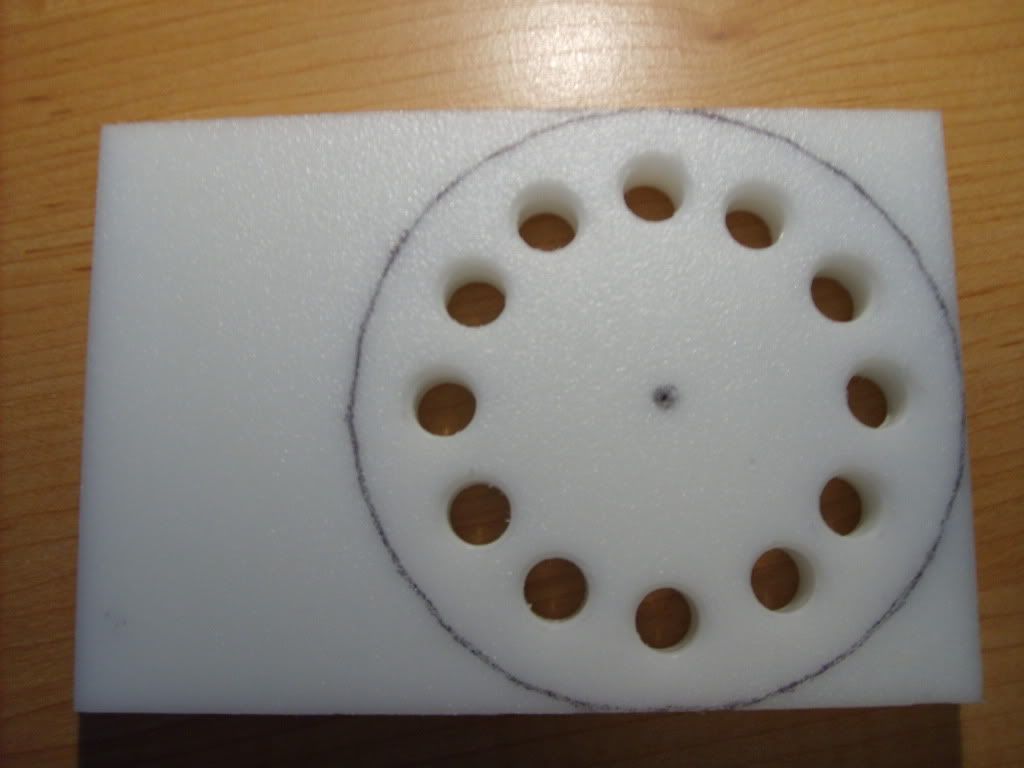
I do have one of those hole cutter kits, where you take out all the blades except the size you need. I also have a 2" on its own cutter, but it isn't accurate enough compared to the clean edge that a forstner bit will cut.
Gotta get back to it,
Ian