- Joined
- May 30, 2011
- Messages
- 135
- Reaction score
- 4
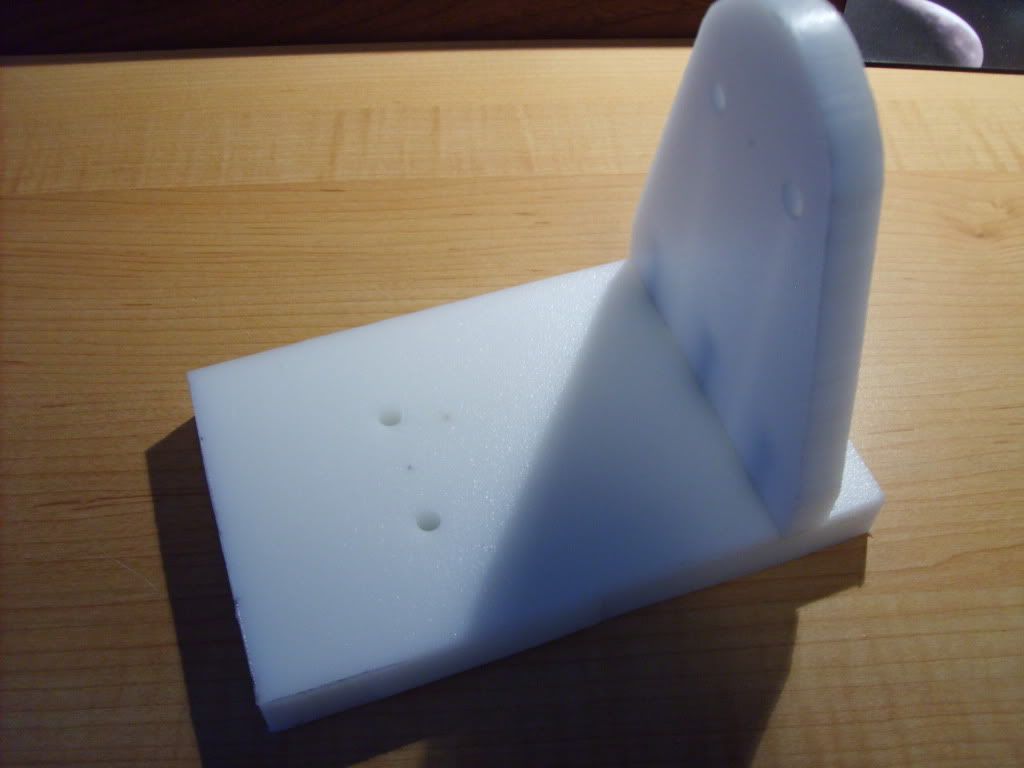
Decided i wanted to try to make an elbow engine. I don't have tools right now to machine metal, but i do have wood working tools. I picked up some industrial grade plastics which have an extremely low coefficient of friction. Since plastic is made from oil, and this plastic that i have is very slippery, i don't think I'll have to use oil for it. UHMW also is resistive to chemicals, and does not absorb moister, so i wont have to worry about expansion.
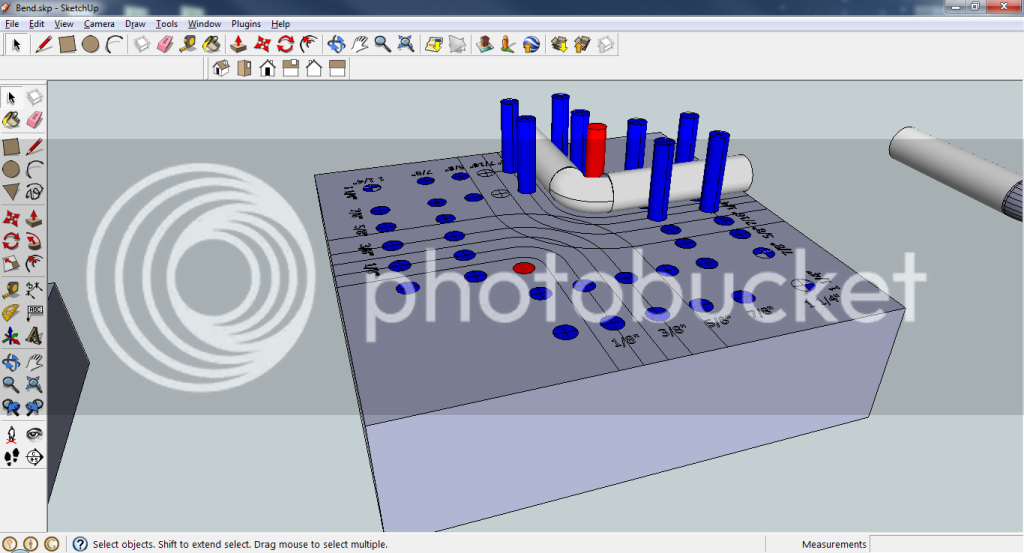
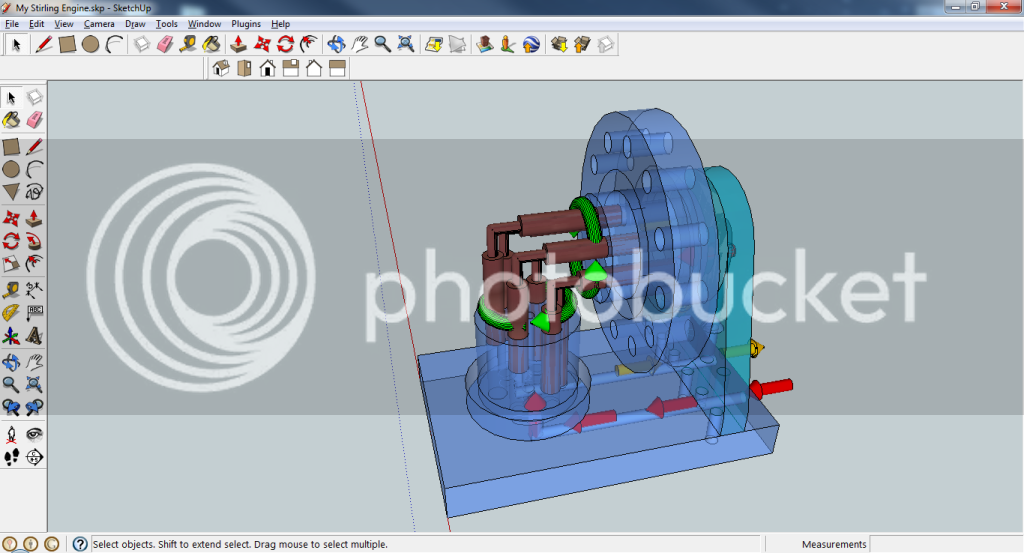
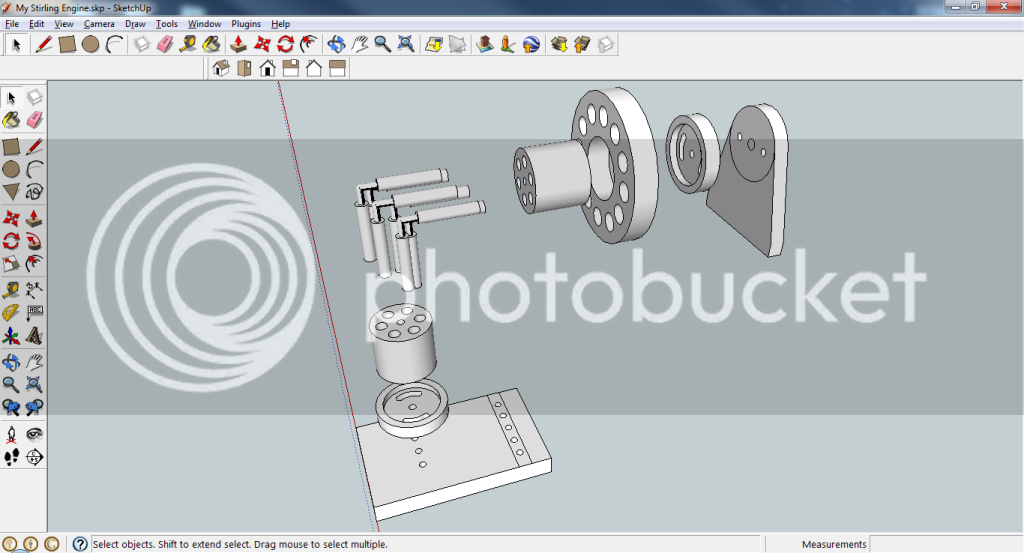
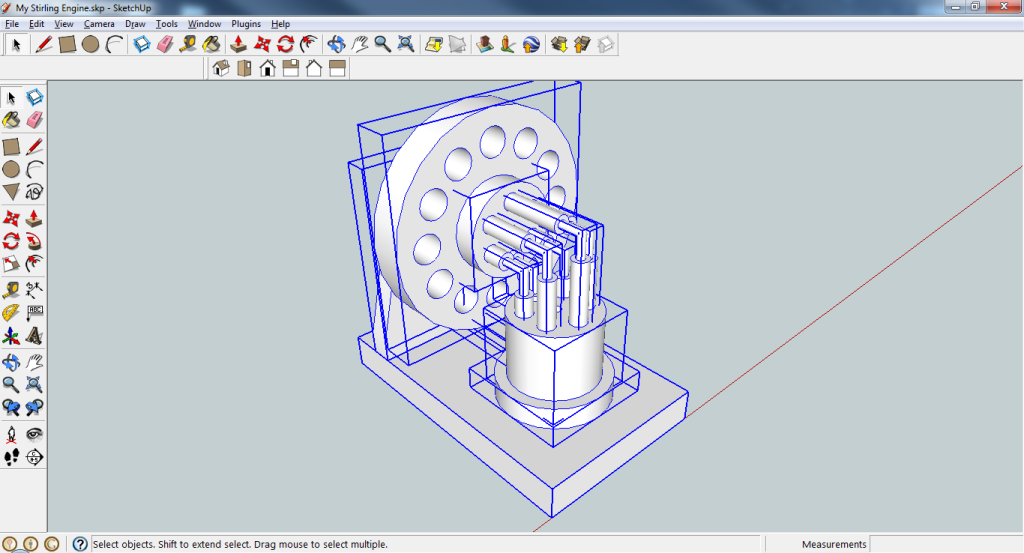
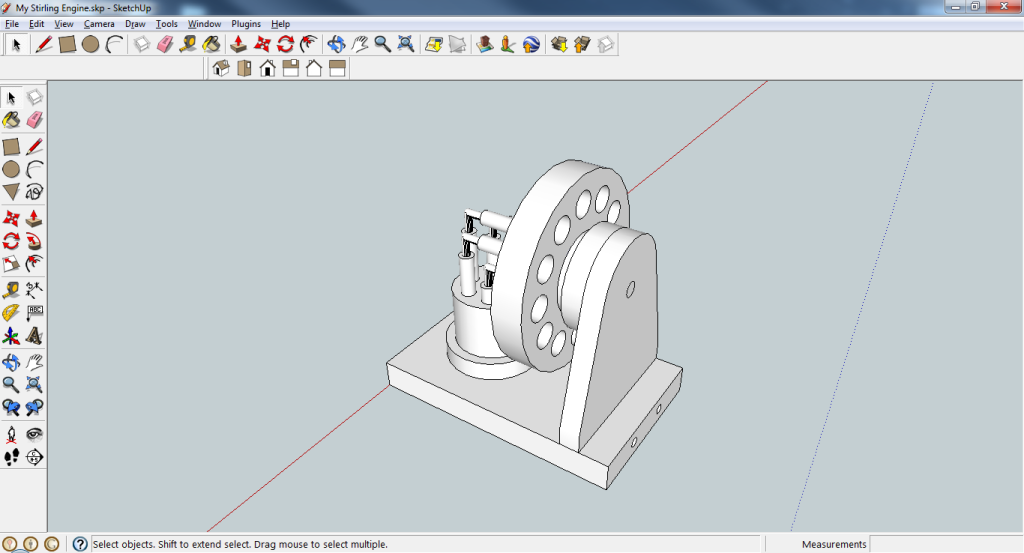
I Like the look of a 6-elbow engine compared to the 3 elbow version. I've seen 5-elbow engines aswell but I dont think the engine requires an odd number of elbows to work.
I'm going to construct the elbows the same way Arnold did with his engine.
Tools available:
- Drill Press.
- Bandsaw with metal cutting blade (wood blade was kinked).
- Chopsaw.
- No lathe.
- No mill.
- Square.
- Ruler.
- Wood cutting Forstner Bits.
- Counter sink bit.
- HSS Drill bits.
- Bolt Cutters.
- Table top grinder.
Will be going to Harbor Freight to buy mini lathe chuck for my mini cnc machine i'm almost finished. Might pick up one of their cheap metal lathes.
I Like the look of a 6-elbow engine compared to the 3 elbow version. I've seen 5-elbow engines aswell but I dont think the engine requires an odd number of elbows to work.
I'm going to construct the elbows the same way Arnold did with his engine.
Tools available:
- Drill Press.
- Bandsaw with metal cutting blade (wood blade was kinked).
- Chopsaw.
- No lathe.
- No mill.
- Square.
- Ruler.
- Wood cutting Forstner Bits.
- Counter sink bit.
- HSS Drill bits.
- Bolt Cutters.
- Table top grinder.
Will be going to Harbor Freight to buy mini lathe chuck for my mini cnc machine i'm almost finished. Might pick up one of their cheap metal lathes.