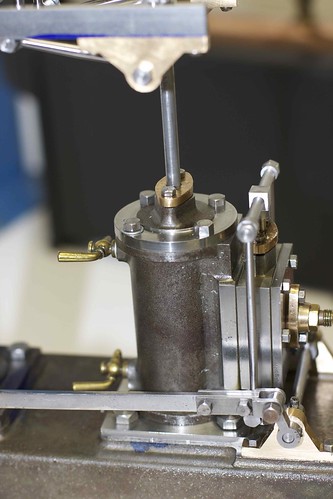
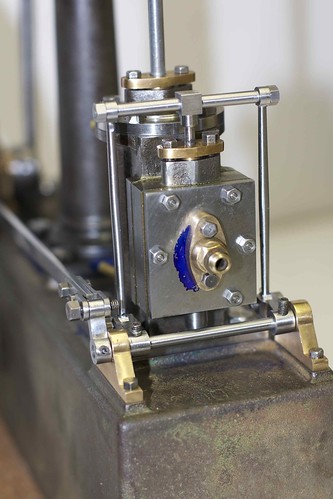
Four oils cups done:

and in situ on the cleaned up bearings:

I'm really not sure how to finish the bearings. I don't like the high gloss look, so I might go at them with a green scotch pad. They're pretty dinged up and non-square, and the holes are all over the place; stuff that I can't really fix without making new ones. I just think of it as adding character to the engine

While fiddling with brass work I decided to fix up the cylinder drain cocks; I needed some aluminum washers of the right thickness for the cocks to tighten to the right position, so turned and drilled a piece of scrap, and parted off a few washers of different thicknesses:

I found that I could just peel off the burr left from parting and clean up the washers with a countersink.
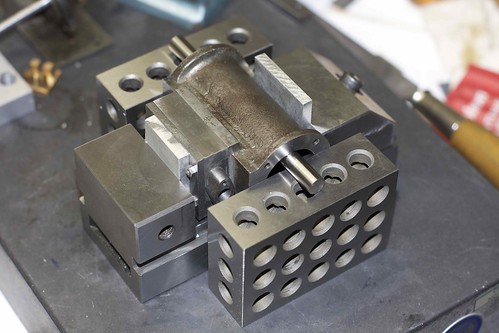
What occupied the rest of the day was reaming the bearing blocks. It took me a while to figure out a good setup for the crankshaft bearings. I ended up with a couple of 1-2-3 blocks square to the table, with the castings clamped, and some support under the ends:

The way I got the table positioned right was to put some 7/16" bar in the mill, and approach it with the part, wiggling the carriage hand wheel and advancing the cross slide gradually until the bearings just seated on the bar:

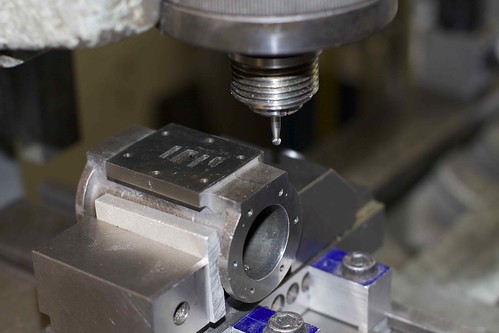
I did this with the bearings loose on the casting, then tightened up the bolts to start off everything straight. Then I could bolt the bearing caps on, put the reamer in a collet, and ream. I kept the cross-slide in the same position (gibs tightened down) for the main bearing on the body, and the bearing on the crankshaft support, so that they match vertically.
I did the bearings on the top of the column as well, and found that one was about 10 thou shorter, so made a brass shim to go that one. The beam spindle is also a tad undersize, so I put bits of paper between the bearings for reaming with the hope that they'll be nice a snug that way.
I haven't reassembled yet, so it will be interesting to see if that affects the running. But I'm glad I got the reaming done, even if it didn't take much off!