- Joined
- Jan 17, 2009
- Messages
- 887
- Reaction score
- 81
Her's a little tool for you to asymalate
My machine has a M3 morse taper in the tail stock, the running centres you get for this size all seem to be big brutes far too big for the size of work I do, and it not always easy to get in, with a nice robust set up.

So these are the bits I picked up from the Harrogate show: from the Arc Euro trade stand

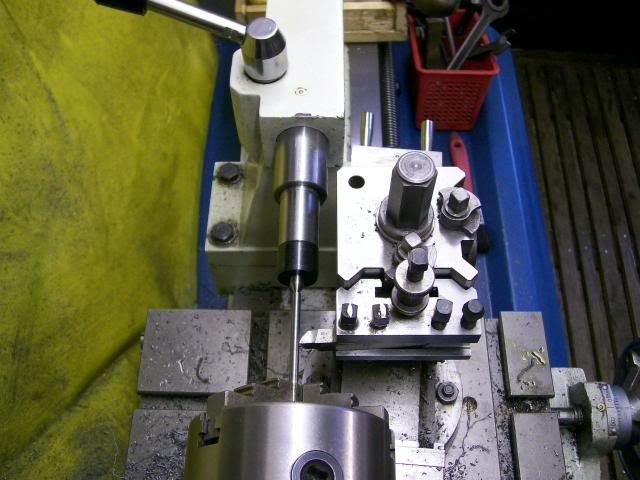
The arbour was set up in the head stock held nice a secure with a draw bar, faced off and turned down to match the centre:- it was made of some quite tuff stuff.

Then it was centre drilled and with a couple of pilot drills opened out to 9mm by 25mm deep.

Then with a nice little boring bar bored out to 10mm for a nice fit on the centre

Then it was secured with good old high strength loctite:- her it is with its big brother

And how it will look in use

Job done in about 2 hours but it will be a big help in the future
 :nrocks:
:nrocks:
Stew
My machine has a M3 morse taper in the tail stock, the running centres you get for this size all seem to be big brutes far too big for the size of work I do, and it not always easy to get in, with a nice robust set up.
So these are the bits I picked up from the Harrogate show: from the Arc Euro trade stand
The arbour was set up in the head stock held nice a secure with a draw bar, faced off and turned down to match the centre:- it was made of some quite tuff stuff.
Then it was centre drilled and with a couple of pilot drills opened out to 9mm by 25mm deep.
Then with a nice little boring bar bored out to 10mm for a nice fit on the centre
Then it was secured with good old high strength loctite:- her it is with its big brother
And how it will look in use
Job done in about 2 hours but it will be a big help in the future
:nrocks:Stew