Hello Till.
You write:
“The simply genius aspect of a poppet valve is, that it does not move on the sealing surface when exposed to the maximum pressure of hot combustion gas. It stands still.”
One of the characteristics of the PatRoVa rotary valve is that the total force acting on it, is permanently zero, no matter what is the pressure into the combustion chamber.
The bearings of the PatRoVa rotary valve run unloaded.
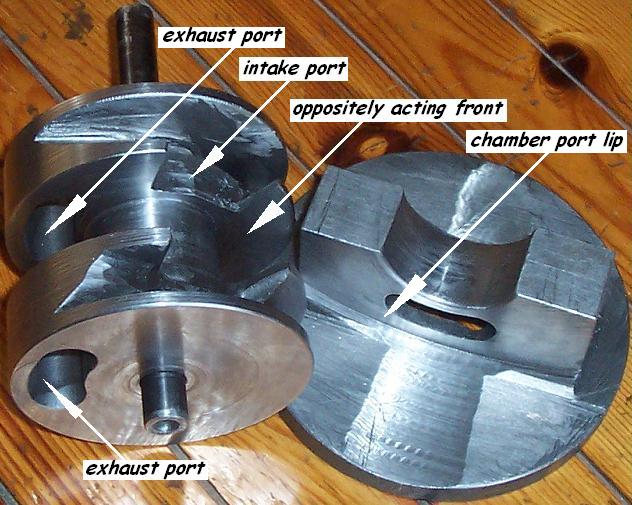
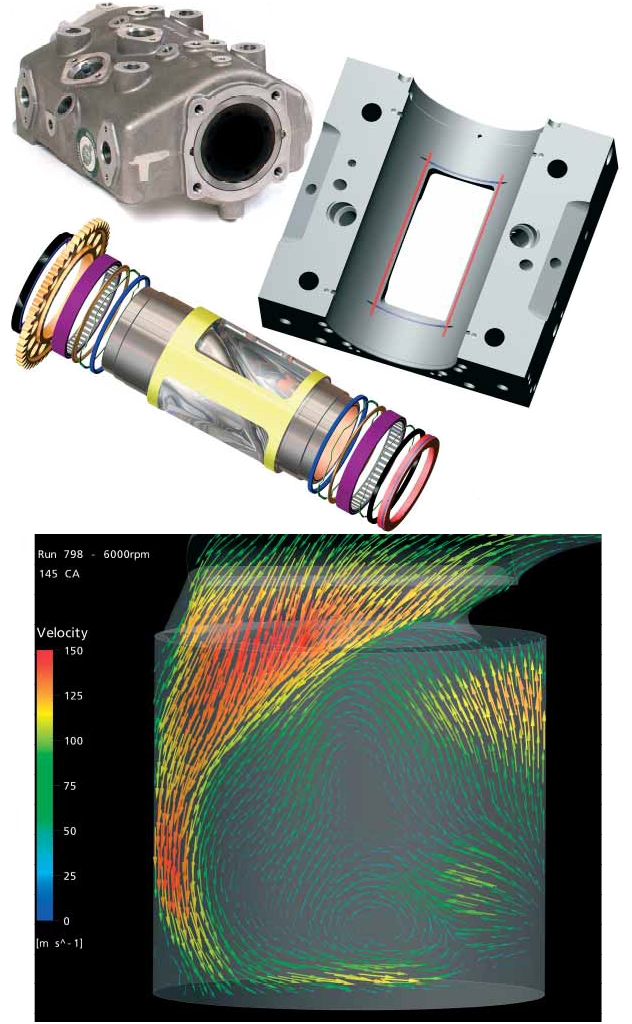
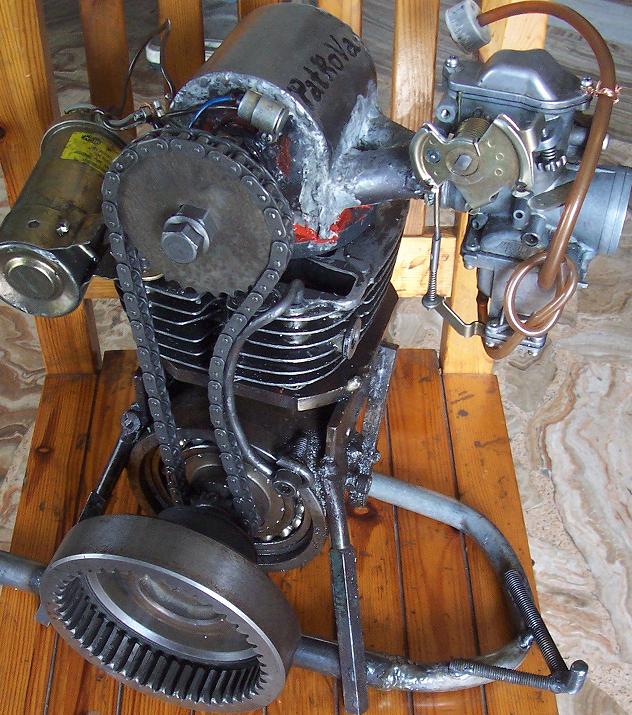
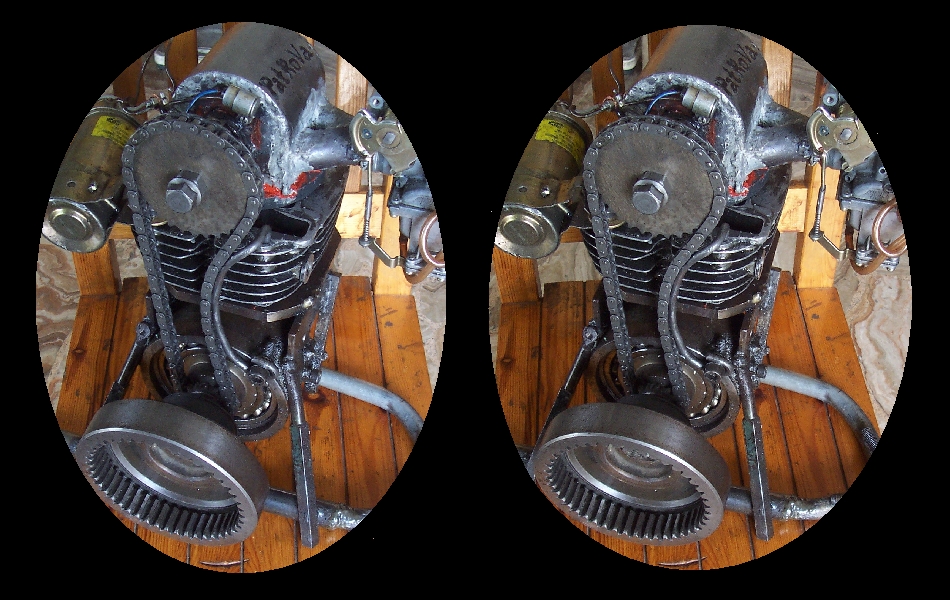
Spot on the size of the bearings in the drawing, spot also on the slim “shaft” (black, 13mm diameter) of the PatRoVa rotary valve of the prototype in the photo.
Without a force between the cooperating flat surfaces wherein the sealing occurs, the motion of the rotary valve during the high pressure period is not only harmless but advantageous (smooth running at constant angular velocity, vibration free, load free).
Do try to understand (to get) this big difference among the known rotary valves and the PatRoVa rotary valve: the same zero total force all around the 720 crank degrees.
In comparison, the “non motion” of the poppet valve at the high pressure period is followed by a period of “fast motion” wherein the valve requires strong forces to act on it in order to perform the motion it performs, which in turn results in unsmooth running (in a single or twin at low rpm idling, the flywheel has to be adequately large to store the required energy for the compression of the valve springs), in vibrations, in heavy loads in the valve train, in friction, in wear, in reciprocation of energy between the valve and the rest valve train, etc, etc.
Not so ideal as you described it.
A high revving engine requires big poppet valves, high valve lift (which means attenuated combustion chamber and low thermal efficiency) and stiff restoring valve springs.
If the revs exceed the rev limit (set, in most cases, by the valve train), a collision between the piston crown and the poppet valve is possible.
If the spring is not adequately stiff, and the acceleration / deceleration / jerk are beyond some limits, the poppet valve rebounds on its seat (or the cam lobe loses the control over the valve) destroying the breathing and causing wear of the parts.
Besides its high temperature (and the problems it causes) the exhaust poppet valve has another significant problem: it is he pressure into the combustion chamber just before the exhaust valve opening. Take the Ducati Panigale 1299. Its exhaust valve is 38.4mm in diameter, which means 11.5cm2. With 5 bars into the combustion chamber the time the exhaust valve is to open, the required force is increased by 11.5*5=57.5Kp (125lb).
Compare with the PatRoVa rotary valve wherein there is neither accelerations, nor jerk, nor resisting pressure.
You also write:
“The second genius aspect is, that the hot exhaust gasses do not pass an oil film at any time with high velocity. In fact, the valveguide is protect by a small *pillow* of air next to the stem when the valve opens.”
What do you mean by “oil film” in our case.
The problem of the exhaust valve is not the valve guide. The problem is on the valve head.
Consider the case the exhaust valve is open for, say, 1mm (the pressure into the combustion chamber is still high, and the temperature is extreme).
The exhaust gas cannot help passing with supersonic velocity by the narrow gap between the valve head and the valve seat.
I can’t imagine worst conditions for a part to live in.
Red hot gas is bellow the exhaust valve head, red hot gas is passing at extreme speed over the exhaust valve head (in the gap between the valve and the valve seat which is also heated).
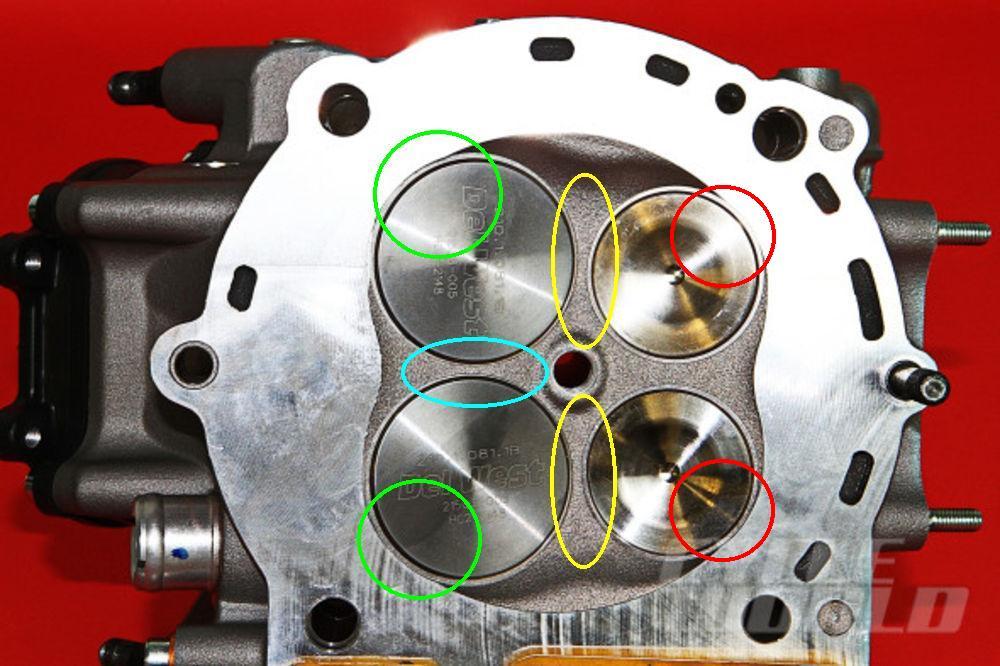
All the cooling in the cylinder head is concentrated around the exhaust valves. Spot on the cooling liquid holes (all but one are at the right side of the cylinder head) :
I wrote it in previous posts, but it is worth to be mentioned again: the thermal expansion in the cylinder head cannot help deforming the exhaust valve seats from circular (when cold) to oval (at one side of the big diameter exhaust valve seat the head is cold (yellow ellipse), at the other side the head is hot).
You also write:
“Your valve lacks all of this.
There is relative movement of the sealing surface when exposed to hot exhaust gas. It is even worse: In the moment your valve opens to exhaust, hot gasses rage through the tiny orifice, heating adjacent material like a blowtorch in a spot that needs plenty of oil for lubrication constantly.”
I explained in the previous paragraph how difficult are the conditions for the “head” of the exhaust poppet valve.
The conditions during the opening of the exhaust port of the PatRoVa rotary valve are quite similar with the conditions during the opening of the exhaust port of the Bishop-Cross rotary valve (backed by Ilmor and Mercedes).
No problem ever mentioned.
In a couple of years they achieved 10% more power than the best Formula1 engines (those with the “genius” poppet valves with the more than a century development); then the rules changed to ban the rotary valves from Formula1!
You phrase “hot gasses rage through the tiny orifice, heating adjacent material like a blowtorch in a spot that needs plenty of oil for lubrication constantly” fit perfectly with what happens in the poppet exhaust valves. Rethink about it.
As for the “plenty of oil” you are talking about, please explain what do you mean? Which oil? From where? For what?
The PatRoVa for normal; size engines (cars, motorcycles, aeroplanes, boats, trucks etc) is to run with dry cylinder head.
And this way it avoids several problems of the “genius” poppet valve cylinder heads such as the oil contamination by the exhaust gas, the oil suctioned through the valve guides, the degradation of the lubricant etc.
You also write:
“There IS a gap between your valve and the cylinder head. This ruins all alternative valve designs on the emission side.”
No.
As explained the PatRoVa rotary valve has an automatic built-in recycling of the leaked gas (it returns in the cylinder and is burned at the next combustion).
The real question is how much this leakage is.
If it is less, or comparable, to the conventional leakage from the combustion chamber to the crankcase (gas bypass through the gap between the piston and the cylinder liner), then what are we talking about?
If it is more, then it is not a matter of emissions (because it automatically recycles the leaked gas), but it is a matter of power loss.
Read my previous posts wherein the leakage of the PatRoVa is compared with the leakage in the Wankel model engine (the Wankel without side sealing means).
You also write:
”The channels in the valve shaft call for casting as manufacturing process. The sealing surfaces must be hardened and ground, etc... it is rather complex in terms of cost, not small and cheap to manucfature.”
No.
By far no.
The estimation for the cost of a PatRoVa rotary valve in mass production (including material, hardening, DLC coating, grinding, ect, etc) is: more than ten times lower than the cost of a Ducati Panigale cylinder head, with the PatRoVa being substantially more lightweight and compact and with substantially higher flow capacity and without rev limit and with by far more compact combustion chamber (try to rotate the camshafts of the Panigale at 7,500rpm (15,000rpm of the crankshaft) to see what I mean by no-rev-limit of the PatRoVa cylinder head).
Why the comparison is with the Panigale?
Because it is the only engine that can move reliably such big poppet valves, at such big valve lifts, at such high revs.
You also write:
”I guess there will be serious distortion and deflection, too, when one side is heated by exhaust gas and the other one is cooled by fresh gas constantly. The sealing surface on the disk calls for absolute precision, see the gap problem some lines above.”
You are wrong.
At the side of the ports of the PatRoVa rotary valve the tight sealing is useless. What do you need the tight fit when the exhaust valve is open, or at overlap, or when the intake port is open.
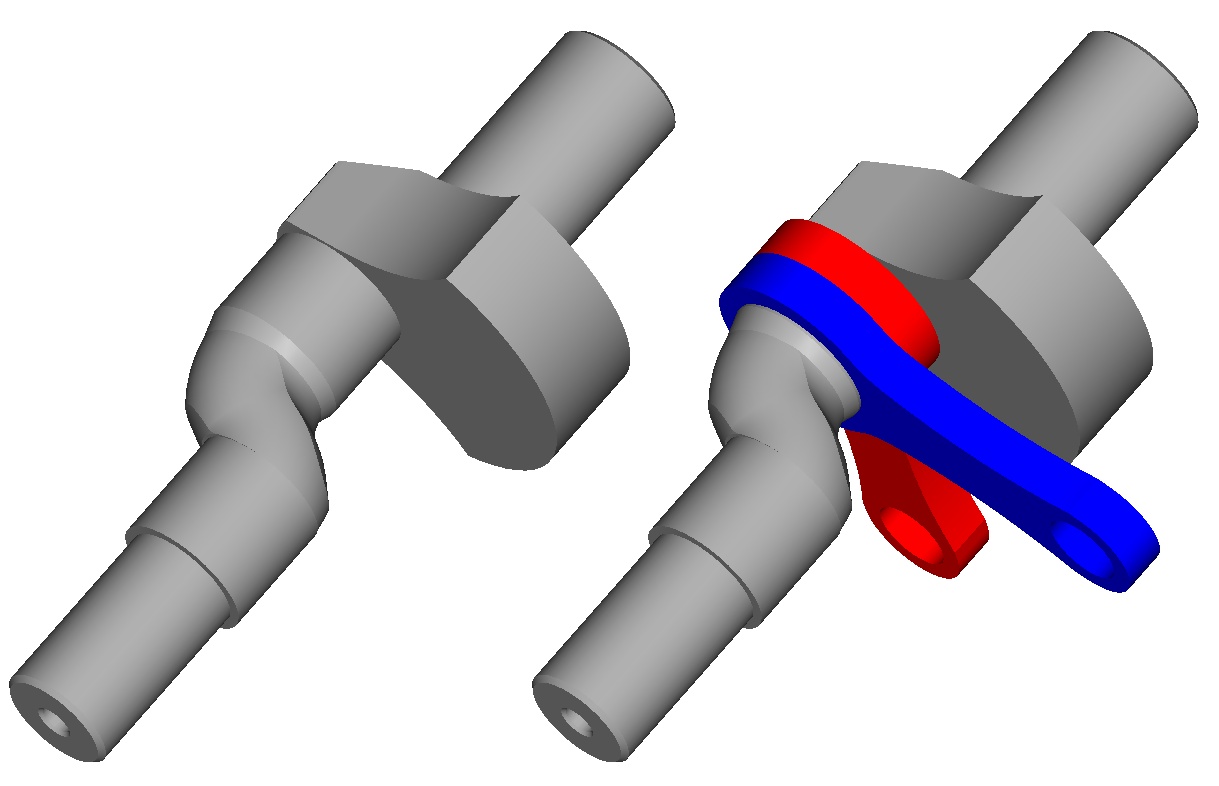
The sealing matters only at the opposite side of the ports, as the following animation shows:
and here in slow motion:
.
The red colour of the window shows where high quality of sealing is required.
At that area the temperature of the PatRoVa rotary valve is substantially uniform (it is away from the ports).
Compare how much better are the conditions for sealing as compared to the Wankel model engine mentioned in the previous posts.
Compare how much better the two disks are secured to each other (relative to the interconnection of the flat covers of the model Wankel engine).
Compare what kind of materials can be used in the PatRoVa.
And let me know.
You also write:
“You might want to have a look at the ballvalve (German: Kugelventil) by Reinholt Ficht. Understand that it's rather advanced in terms of developent progress, understand it's limitations and you will easily understand the problems occuring with your own design.”
I saw the patent of Reinholt Ficht in the USPTO ( US4782801 )
It is like all the other rotary valves of the art (and similar to Cross and to Bishop design, with spherical shape in the middle so that a circular sealing can be used).
Like all the rotary valves of the prior art it undergoes the full pressure of the combustion chamber and its bearings have a difficult life.
Without a sealing mean, it is not functional because it cannot have and maintain the required tiny clearances.
Do you understand its difference from the PatRoVa rotary valve wherein the bearings are completely unloaded all around the 720 crank degrees?
Quote from
http://www.pattakon.com/pattakonPatRoVa.htm :
“From a practical viewpoint:
Leaving free (i.e. without support bearings) the PatRoVa rotary valve on the cylinder head to seat in place and seal, by its oppositely arranged fronts, the two side chamber-ports, and applying a high pressure (like 100bar) in the combustion chamber, the PatRoVa rotary valve has no tendency to move upwards, or downwards, or to the side.
In comparison, a force of a few tons is required to keep in place a state-of-the-art rotary valve when the same 100bar pressure is in the combustion chamber; the extreme upwards force loads its bearings and causes, among others, the flexing / deformation of the spherical valve, of the shaft of the rotary valve and of the cylinder head wherein the shaft is supported.
The
cavity of the PatRoVa architecture eliminates the radial forces acting on the rotary valve and on its bearings, which is a major (if not the worst) problem of the known rotary valve designs.
The ceiling of the
PatRoVa cavity receives the heavy radial forces and releases, this way, the rotary valve from them.
The PatRoVa cavity is a buckler that protects the rotary valve from the radial forces.”
Thanks
[FONT="]Manolis Pattakos[/FONT]