deere_x475guy
Well-Known Member
Ok, after a little failure I finally had some success.
I machined this w/o a steady rest and used a freshly stoned lathe bit. I tried using stainless on the first one and had a terrible time. So the second time around I used drill rod.

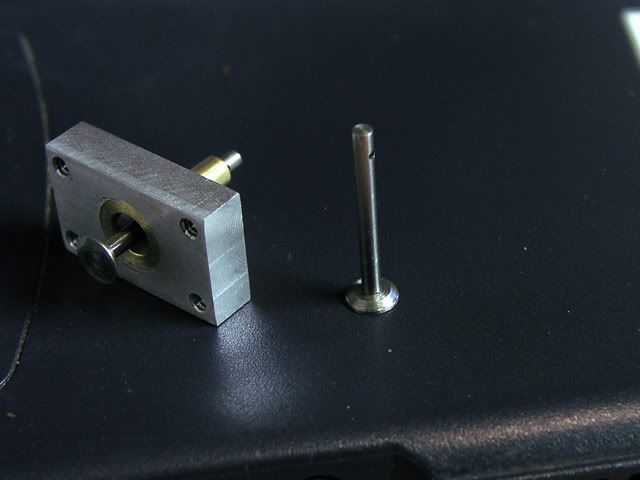
This shot just wouldn't come out clear like I wanted but if you look closely near the face of the valve you will see a shiny ring. That is where I lapped the valve to the valve seat before I parted it off. I mixed some valve grinding compound with my cutting oil then ran the lathe at 60 rpm until I could see a continuos shiny spot around the valve. I hope it's going to seal well enough.

I machined this w/o a steady rest and used a freshly stoned lathe bit. I tried using stainless on the first one and had a terrible time. So the second time around I used drill rod.
This shot just wouldn't come out clear like I wanted but if you look closely near the face of the valve you will see a shiny ring. That is where I lapped the valve to the valve seat before I parted it off. I mixed some valve grinding compound with my cutting oil then ran the lathe at 60 rpm until I could see a continuos shiny spot around the valve. I hope it's going to seal well enough.
") )
)