Lamachina58
Well-Known Member
- Joined
- Nov 13, 2010
- Messages
- 74
- Reaction score
- 0
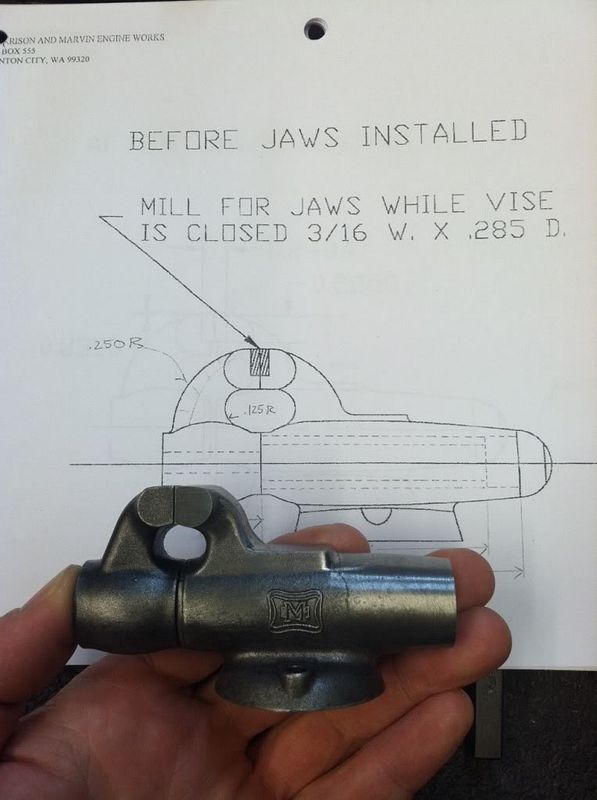
These are beautiful castings and machine really nicely. I don't do a lot of 1-72 tapping and believe me I was nervous! Tonight was a little more work on the vise jaw area. This explains my set up as described in the prints
Center finding with my wiggler, made that about 38 years ago, still comes in handy!
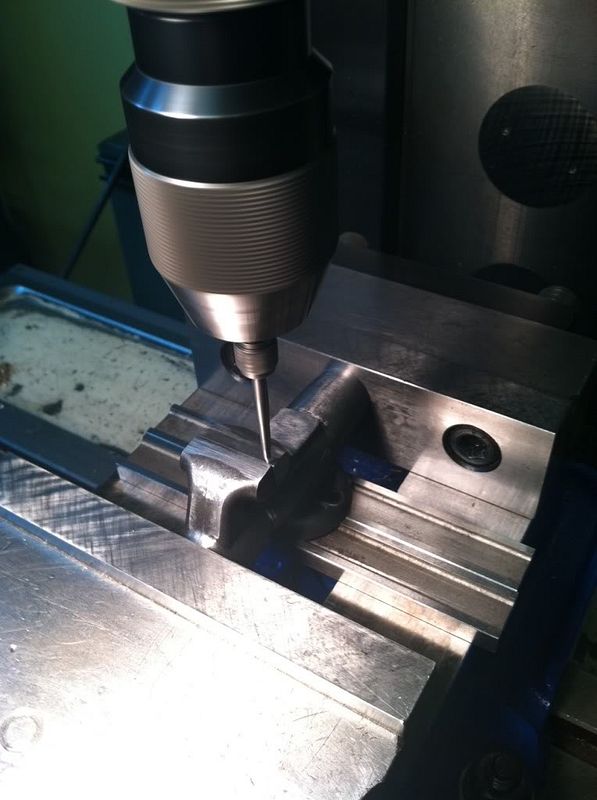
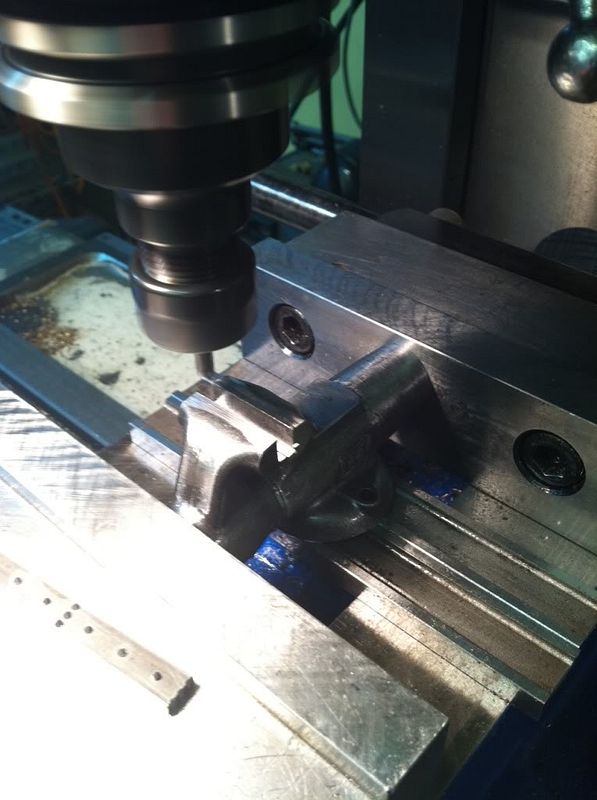
I am getting close to assembly and pondering finishing! Here I am milling that slot. Everything is pretty parallel.
I have concentrated on finishing one vise since my students are almost ahead of me and I keep dropping the tiny parts so it is good I bought three sets! Maybe they will show up when I sweep. I can slow the student down with assignments and finals")
Surprisingly this has more than met my expectations as a CNC project and as something that teaches discipline on manual machines. We discuss jig and fixture design with this project too. The castings require careful planning since you only get one chance and on a cnc it is much harder to sneak up on sizes compared to a small manual machine. Spring semester we are going to tackle the Morrison and Marvin Gade engine and complete a steam engine started last spring.
But to answer one of the first questions, to paint or not to paint? I can't answer yet!
Center finding with my wiggler, made that about 38 years ago, still comes in handy!
I am getting close to assembly and pondering finishing! Here I am milling that slot. Everything is pretty parallel.
I have concentrated on finishing one vise since my students are almost ahead of me and I keep dropping the tiny parts so it is good I bought three sets! Maybe they will show up when I sweep. I can slow the student down with assignments and finals
Surprisingly this has more than met my expectations as a CNC project and as something that teaches discipline on manual machines. We discuss jig and fixture design with this project too. The castings require careful planning since you only get one chance and on a cnc it is much harder to sneak up on sizes compared to a small manual machine. Spring semester we are going to tackle the Morrison and Marvin Gade engine and complete a steam engine started last spring.
But to answer one of the first questions, to paint or not to paint? I can't answer yet!