
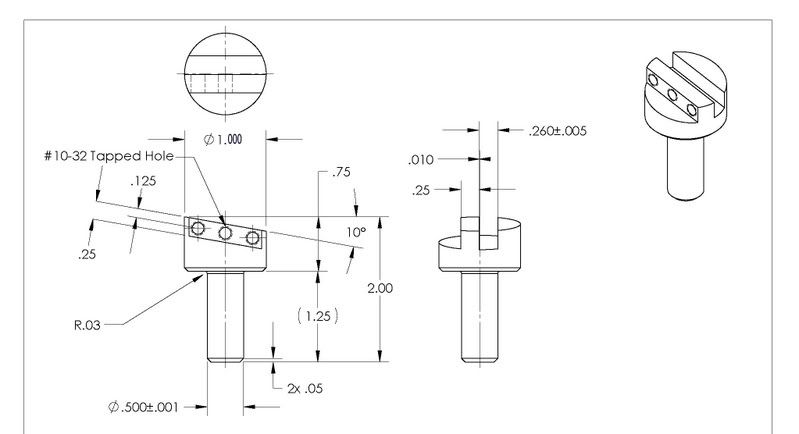
Mini Flycutter
- Thread starter rake60
- Start date




Help Support Home Model Engine Machinist Forum:



Similar threads
Latest posts
-

-

-

-
-
Diesel injection Brons System may be suitable for models ?
- Latest: The Ignoble Troll
-
-
Model Diesel: 32mm bore, 38mm stroke, indirect injection
- Latest: The Ignoble Troll
-

-