Seagar,
Thanks for your continued support on my second adventure. :bow:
Dave,
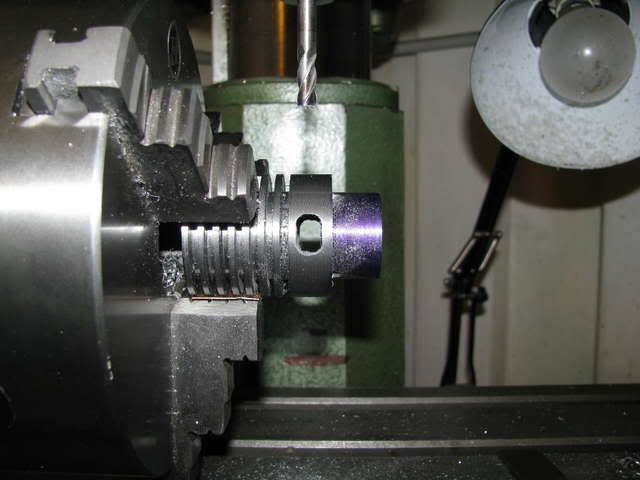
I guess it is hard to see the rake as only the rear of the parting tool is in shot, probably somewhere around what you can see, only the other way up. The tool in the tool holder is a finishing tool for the longitudinal. Thanks for your continued interest.
Best Regards
Bob





")