Does anyone have any ideas on making an internal threading tool for threads over say 1/2" that will cut up to a shoulder.
I've looked at the insert types but they are not cheap and the inserts not easy to come by. Have tried an elcheapo carbide one but it flexes and the carbide chips if you look at it the wrong way.
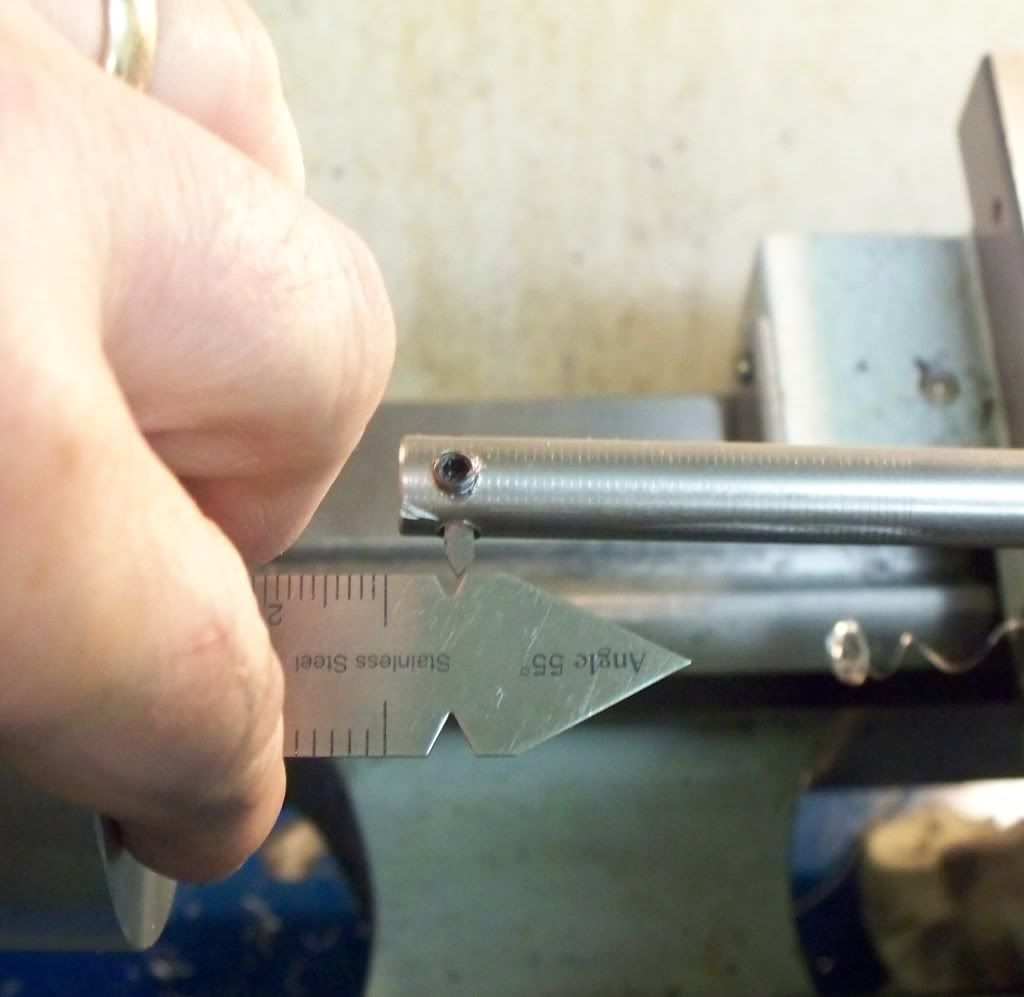
I would like to make one that uses a round HSS insert that is removable for sharpening and length adjustment. Trouble is I'm having troubles figuring out a way to hold the insert reliably and not weakining the bar too much. I did make one up by silver soldering the insert in but this makes it difficult to sharpen and doesn't allow for length adjustment so I'll be in troubles after a few sharpenings.
I've looked at the insert types but they are not cheap and the inserts not easy to come by. Have tried an elcheapo carbide one but it flexes and the carbide chips if you look at it the wrong way.
I would like to make one that uses a round HSS insert that is removable for sharpening and length adjustment. Trouble is I'm having troubles figuring out a way to hold the insert reliably and not weakining the bar too much. I did make one up by silver soldering the insert in but this makes it difficult to sharpen and doesn't allow for length adjustment so I'll be in troubles after a few sharpenings.
")