




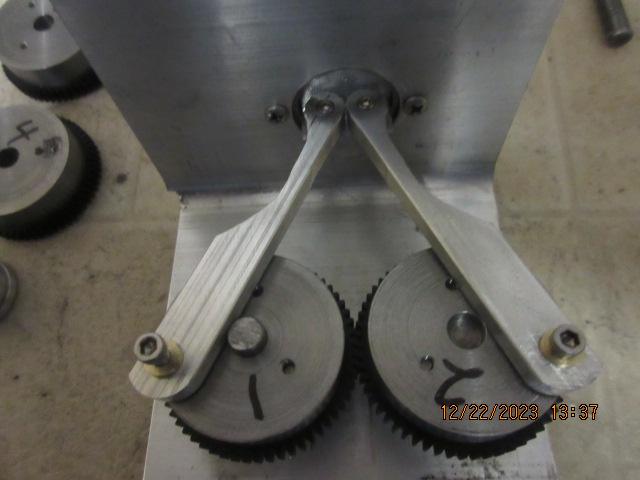
Last year's "SPLIT MONO" engine was a unique effort and a successful build. What would a two cylinder version look like? There are two ways to go here......and inline twin with both cylinders on one side of the crankshaft or a cross cylinder design, like an opposed engine with one cylinder each side of the crankshaft. I got to play with a lot of gears in the process.....and it ended up in a surprise finish!  The road to the T.R. engine starting this week!
The road to the T.R. engine starting this week!

The road to the T.R. engine starting this week!
Last edited:



















































 How do you join the carb to the valves? Fuel line tubing!
How do you join the carb to the valves? Fuel line tubing!
























 The birds are chirping and I have another engine to enjoy.
The birds are chirping and I have another engine to enjoy.