- Joined
- Sep 2, 2011
- Messages
- 1,342
- Reaction score
- 360
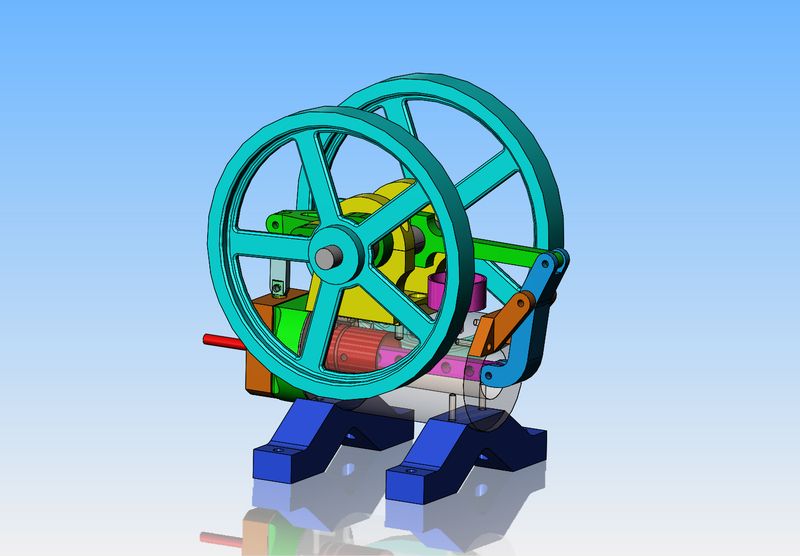
i like the supports for the cylinder. very nice and look good.
question on the 600 grit laping paste. this sounds very much like valve grinding paste that you would get from the car parts store. pretty much sand suspended in grease looking stuff. is that what you are using? or are you using the diamond paste that comes in the syringes? havnt seen 600 grit in that stuff. not to say they don't make it. do you have a brand name or anything of what you are using?
question on the 600 grit laping paste. this sounds very much like valve grinding paste that you would get from the car parts store. pretty much sand suspended in grease looking stuff. is that what you are using? or are you using the diamond paste that comes in the syringes? havnt seen 600 grit in that stuff. not to say they don't make it. do you have a brand name or anything of what you are using?