Just finished Mark 3 and it works a dream.Perfect knurl first time Main points
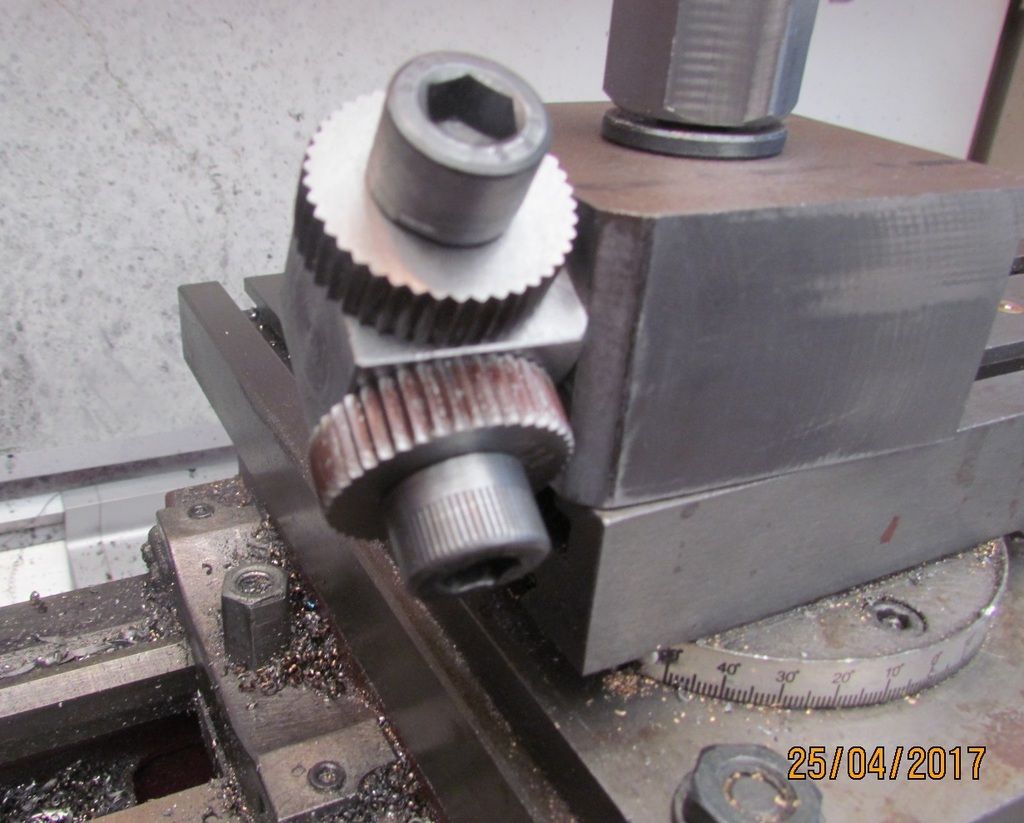
45o angle works the best and is the easiest to mount on adjacent faces of sq bar. I skimmed down to 25mm sq and drilled and tapped for the wheels
As you know from my previous threads I have a family of 3 and 4 way tool posts,so I tailored one to mount the new wheel head.I machined a spigot to
allow the head to pivot slightly and self centre.Can be locked or allowed to float
Previos tests showed that steel worked well so I bought a length of 1214 free
cutting steel ,so I know what I am working,and 20 dia ,max thru the headstock
I envisured lots of trials but only made one .No tailstock support.
Speed was about 180rpm and fine feed.Tried a faster feed but not as good
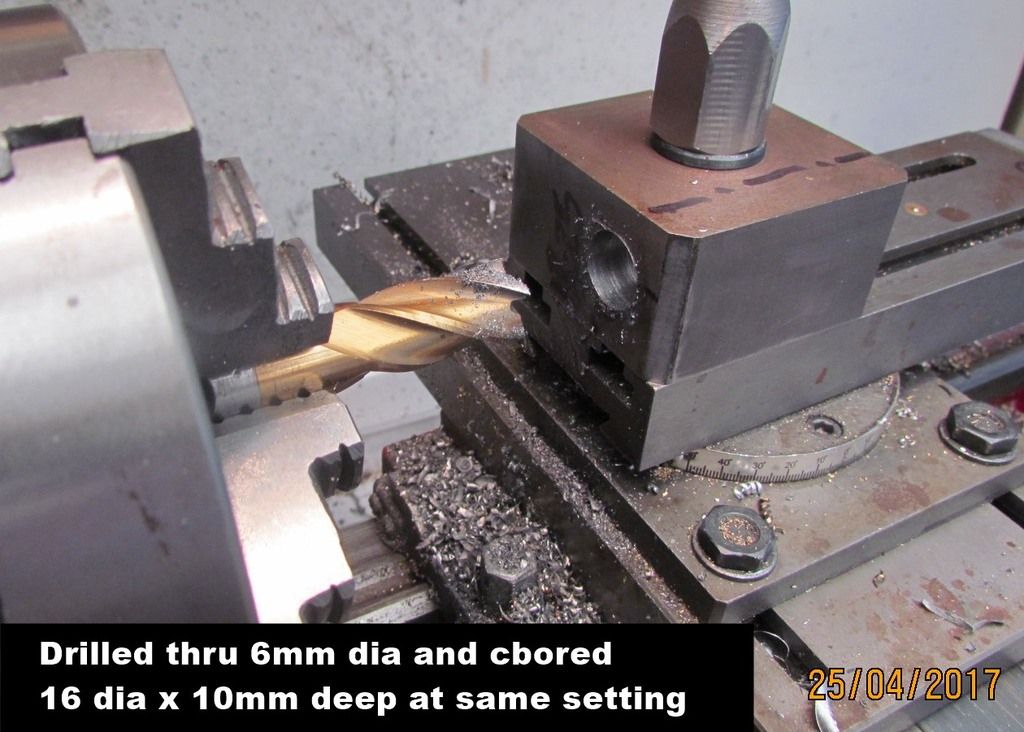
The medium knurls worked best previously with a cut of 25/30 thou so that's what I did.The knurl head will easily cut this at one pass at 20 dia 1214
but multiple passes are needs for harder steel at say 50mm dia.Again all
can say its so simple and easy to use.I will never again crush knurlers,clamping
or otherwise.For all you out there give a try and post results.Best thing since sliced bread.Soon as I have cleaned out my shed and cleaned down the lathe I will set up the camera on a tripod and post a video. Here endeth the lesson