Making the crank
I turned up the web flanges about 0.25mm oversize all round for later clean up machining.
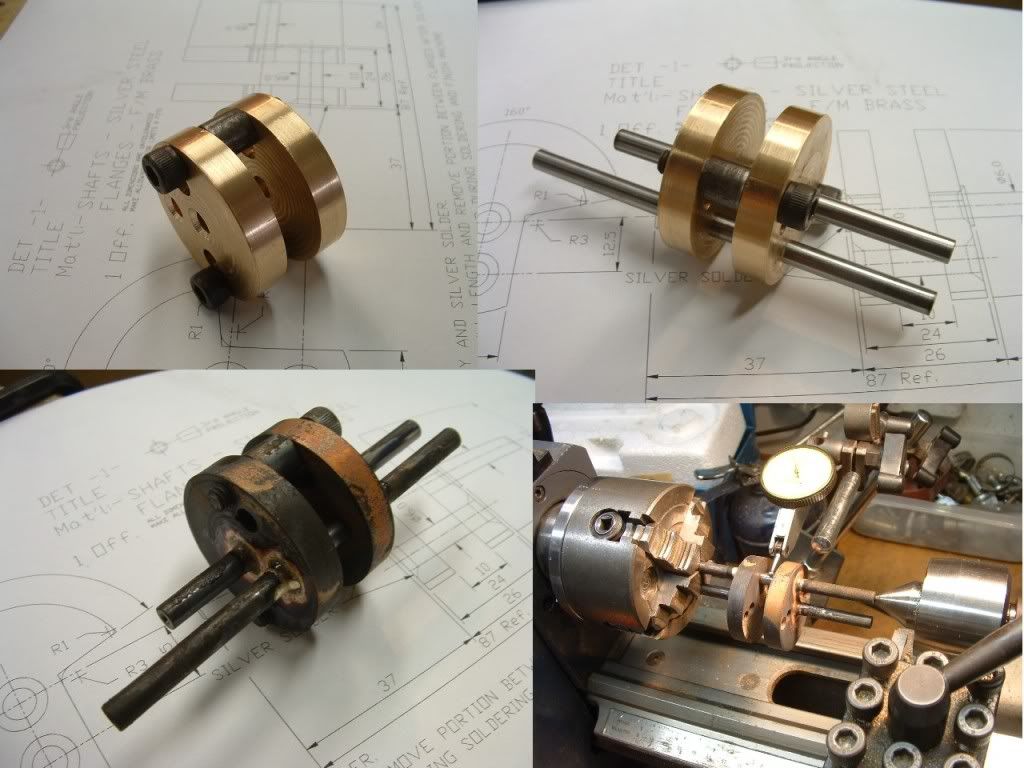
I also pitch drilled (reamed) some 6mm dia reference holes to form the corner rad and act a reference for relocation later (top left in photo) plus M6 tapped holes in the opposite flange so I could bolt everything together using turned sacrifical spacers for the correct gap between the webs.
I make the big end axle about 20mm longer than the main axle at the "short" end for subsequent machining of the eccentric portion (outsde the range of my 4 jaw) and bolted it together for silver soldering.
Bottom left - the silver soldered assembly - man it looks ugly.
Bottom right machining the area between the webs using the "long" axle in the 4 jaw.
Below - top left - machining the main axle concentric diameters and faces.
Bottom left above - using the reference holes to orientate the crank for milling the webs (as well as the angles - not shown). Note the 10mm square toolsteel and feeler gauge to fill the gap between the webs so that it can be firmly clamped in the vice without bending the big end pin.
On the right - my ballancing set up :-
A pair of stanley knife blades are near frictionless and the conrod is supported at the big end by a thin thread - obviously this method is only as good as the friction at the big end will permit so it is loose (not fully tightened) and lubricated.
Mount the whole affair on a zeroed scale - if the big end is heavy you can attatch a thin line and pull up - if its light push down.
The value on the scale gives some idea of the mass of material needed to be removed from the parralell portion of the webs (if heavy) or from the offset (if light).
By working up and down you can also see the hysteresis in value induced by the big end friction and you can average the result.
This setup moves to an imballance of about 2.5g mostly due to big end friction - by performing the up down trick I divine I need to remove about 2g from the parallel portions.
Good enough for now - it was designed to be in ballance and it is - (more or less) - but then no plan survives contact with reality. I'll see how it runs before removing any more material.
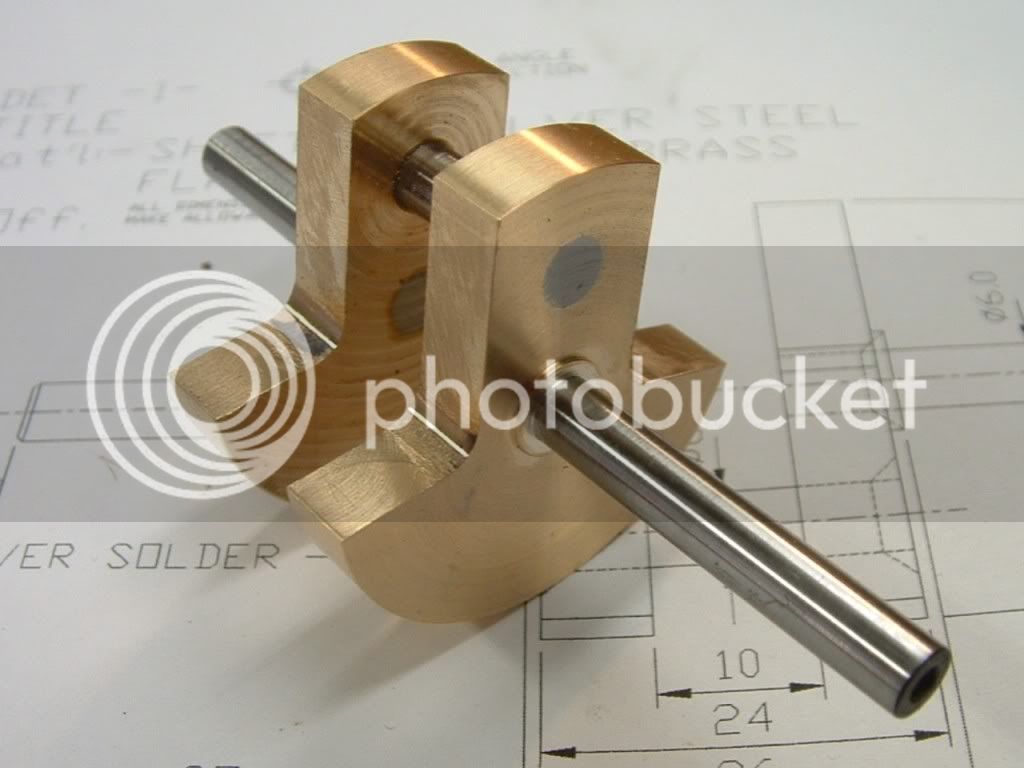
The finished crank.
Ken








")