




- Joined
- Apr 26, 2012
- Messages
- 93
- Reaction score
- 46
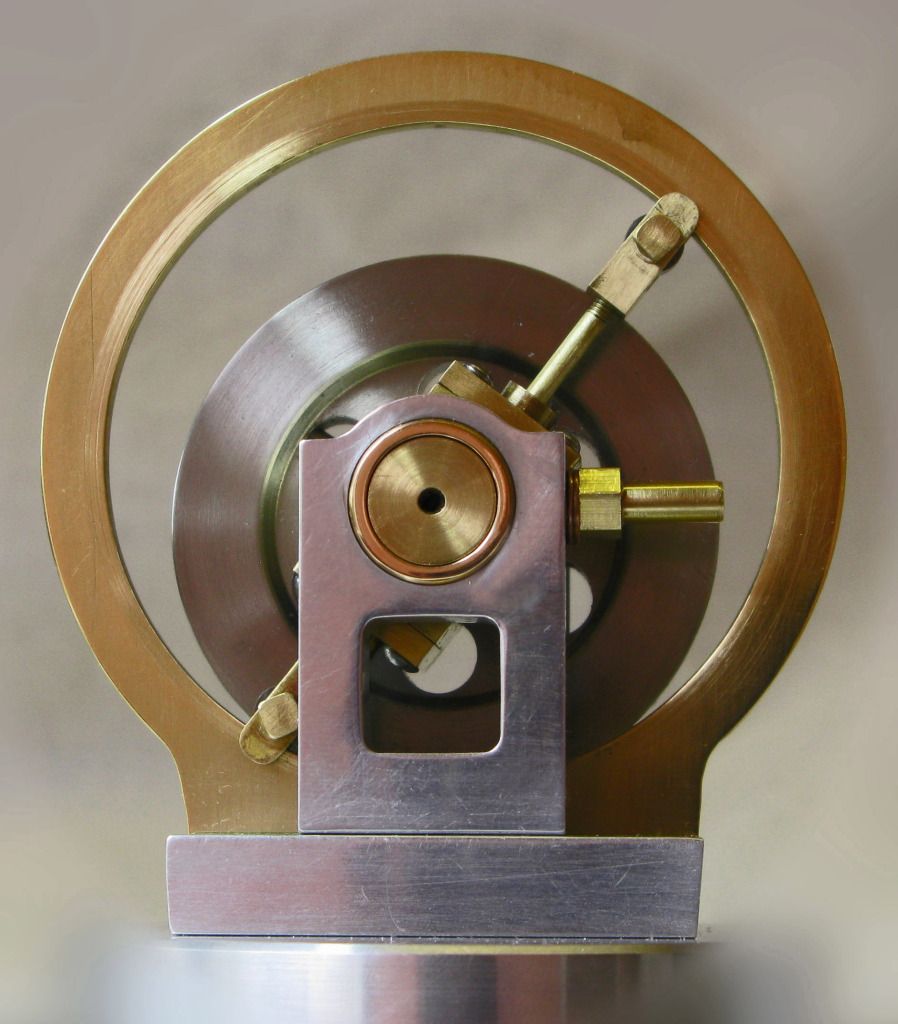
After a partial rebuild during the last week I'm now happy with the way this engine runs.
To me this was always an engine that should run fast. As originally built, it ran, but lost lots of air through the front bearing - I tried fitting carefully sized bronze bearing bushes, but to no avail - it still needed lots of air to run reasonably fast (10 - 40 psi), and still lost lots of air through the front bearing. I was convinced that the piston, conrod and bearing fits were reasonable and the airways were clear, but the engine as built was clearly not efficient. I noted that on arnoldb's second build of this engine he 'seriously' increased the bore - I did not wish to rebuild the engine to this extent, but found that I could increase the bore diameter by 2mm, giving approximately 50% increase in piston loading with the same size cylinder block - I also increased the diameter of the airways slightly. The improvement was amazing - the engine now ticks over on as little as 2 psi - at 40 psi it screams round at 1800 + rpm with very little air loss through the bearing.
[ame]http://youtu.be/IhpozqRRgx4[/ame]
So next I'm intending to have a go at Elmer's Geared Engine - that's after a brief intermission to get some 'jobs' done around the house and garden!
Kind regards
Geoff at Inky Engines
To me this was always an engine that should run fast. As originally built, it ran, but lost lots of air through the front bearing - I tried fitting carefully sized bronze bearing bushes, but to no avail - it still needed lots of air to run reasonably fast (10 - 40 psi), and still lost lots of air through the front bearing. I was convinced that the piston, conrod and bearing fits were reasonable and the airways were clear, but the engine as built was clearly not efficient. I noted that on arnoldb's second build of this engine he 'seriously' increased the bore - I did not wish to rebuild the engine to this extent, but found that I could increase the bore diameter by 2mm, giving approximately 50% increase in piston loading with the same size cylinder block - I also increased the diameter of the airways slightly. The improvement was amazing - the engine now ticks over on as little as 2 psi - at 40 psi it screams round at 1800 + rpm with very little air loss through the bearing.
[ame]http://youtu.be/IhpozqRRgx4[/ame]
So next I'm intending to have a go at Elmer's Geared Engine - that's after a brief intermission to get some 'jobs' done around the house and garden!
Kind regards
Geoff at Inky Engines
")
