Unfortunately Gail, the only type of coupling to give total out of line control (within reason) is the Oldham Coupling.
These couplings automatically realign themselves by offsetting the acetyl disc whilst turning and cut out any side loads onto the bearings at each end.
I have been using them for many years with no problems at all.
In the UK you can easily purchase them from here, but you might also find them on auction sites.
http://www.arceurotrade.co.uk/Catalogue/Stepper-Motors/Oldham-Couplings
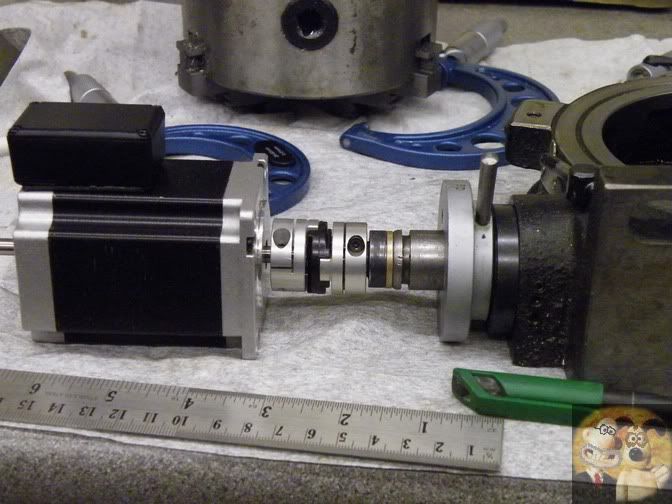
The type you have shown, will still allow side loads to the bearings even though they will allow you to connect to the two shafts, it is the deflected bend that does it, with the coupling trying to straighten itself out all the time.
If you are up to it, you can make Oldham Couplings yourself, but taking account of the time involved, it pays to cough up the cash and buy them.
BTW, if you can't get the correct sized ends for the shafts you are using, you can enlarge the centre hole, BUT ONLY BY BORING, otherwise if you just open them out with a drill, the holes can wander anywhere.
DAMHIK
John