




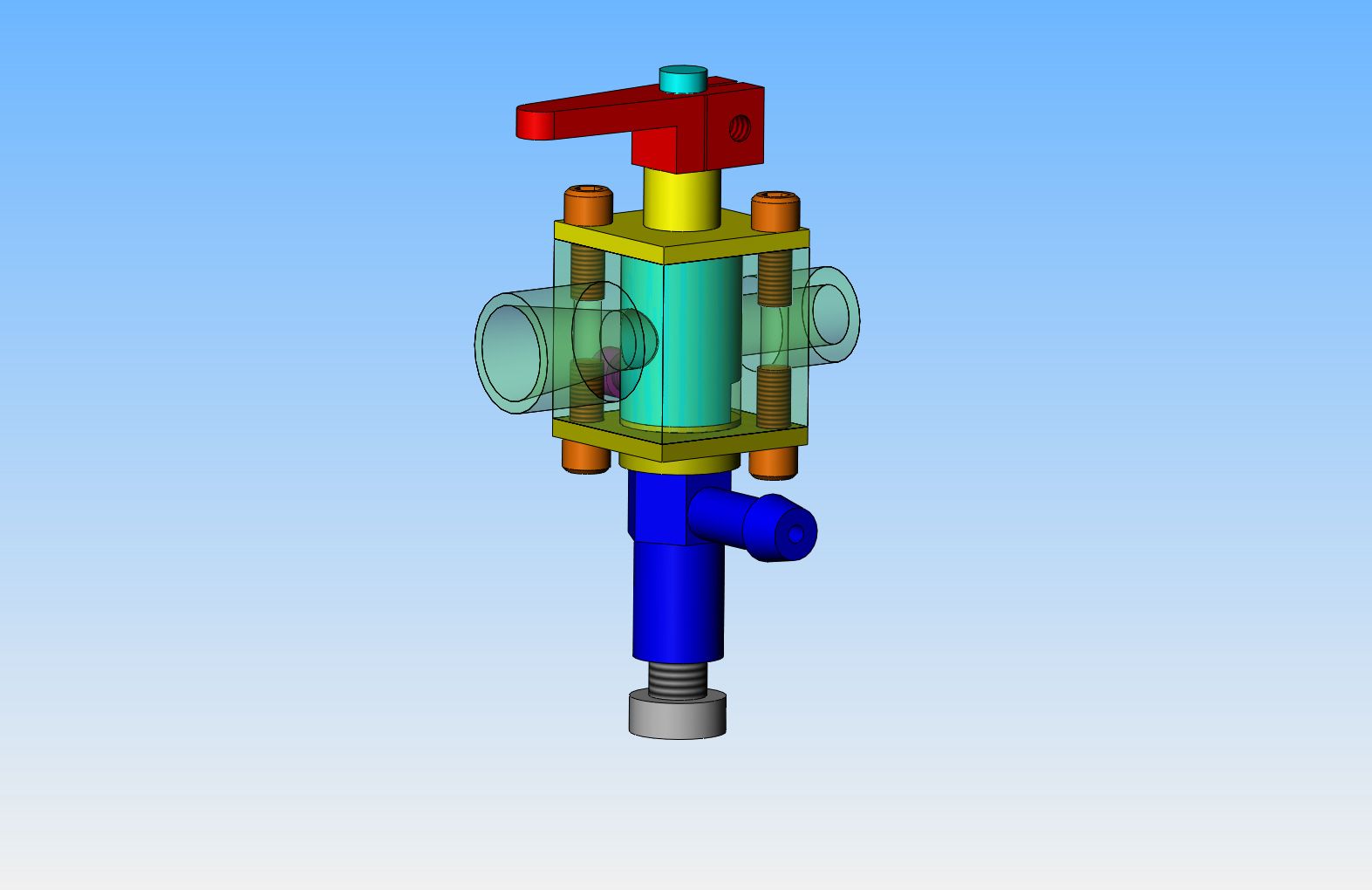
This post is not an original design by me, but rather an "imperialized" copy of a design originated by Malcolm Stride, which was originally designed in metric. I built one of these carburetors during the past year, and was impressed by how well it works. I am building a second one to try on my side valve engine. I really didn't do a lot of "rounding off" in the conversion from metric to Imperial, but suffice it to say that the inside dimension of the throat is .195" (4.95 mm), the thread on the outside of the carburetor body is 5/16"-18, and the throttle barrel is .394"---a direct rounding off of 10 mm. The tapered bore in the throat was put in there with my very recently made tapered D bit, and has a 16 degree included angle. This carburetor seems to be excellent on single cylinder engines in the 3/4" to 1" cylinder bore range.

Last edited:

















