arnoldb
Well-Known Member
- Joined
- Apr 8, 2009
- Messages
- 1,792
- Reaction score
- 12
Thanks Dave, I'll pop Rudy a mail ") - Must be the air here, or some psychological remnants from previous years where we were all very limited to imports into these part of Southern Africa :big: (and that's enough said )
- Must be the air here, or some psychological remnants from previous years where we were all very limited to imports into these part of Southern Africa :big: (and that's enough said )
Well, new start today...
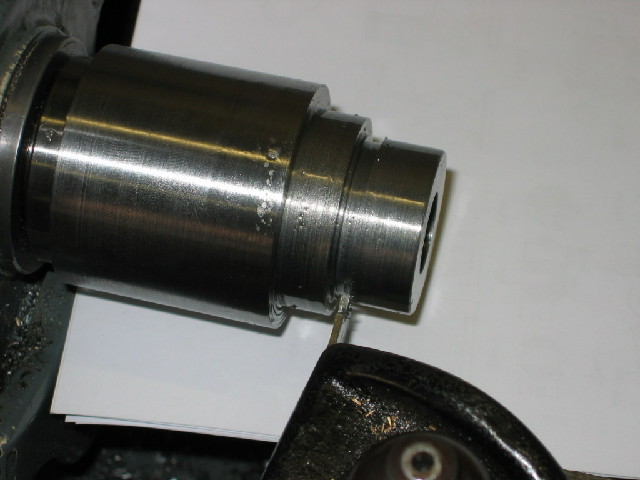
Cleaned up the new chuck body:
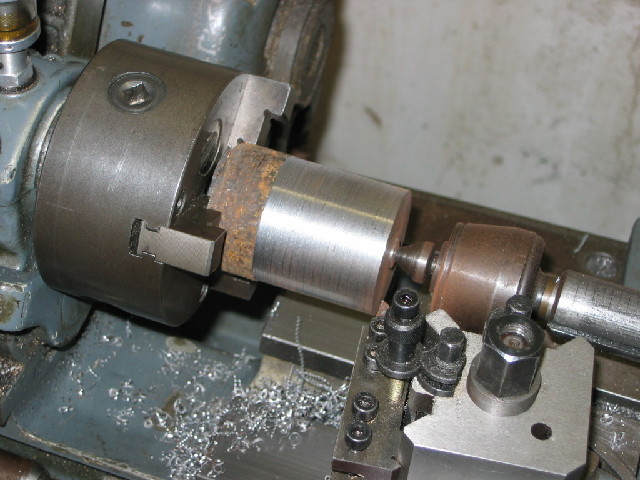
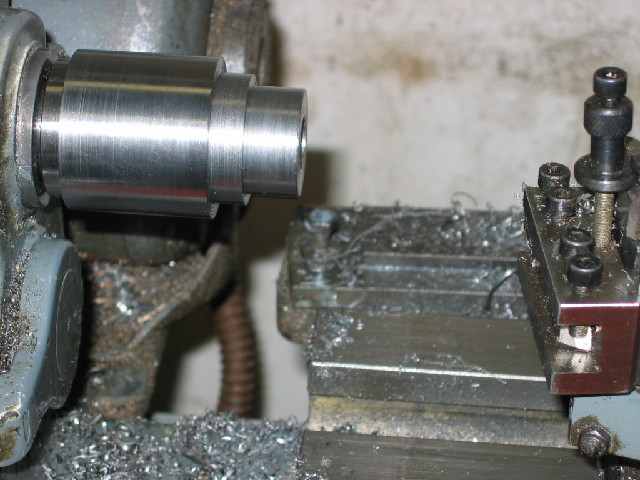
Then switched to the 4-jaw and drilled consecutive through-holes to 16mm, and tried my hand at an action shot while drilling on fast back-gear to 19mm (my biggest drill) to spindle-depth:

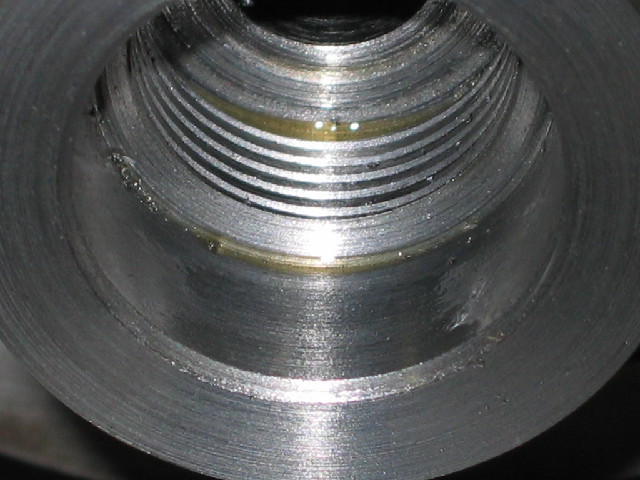
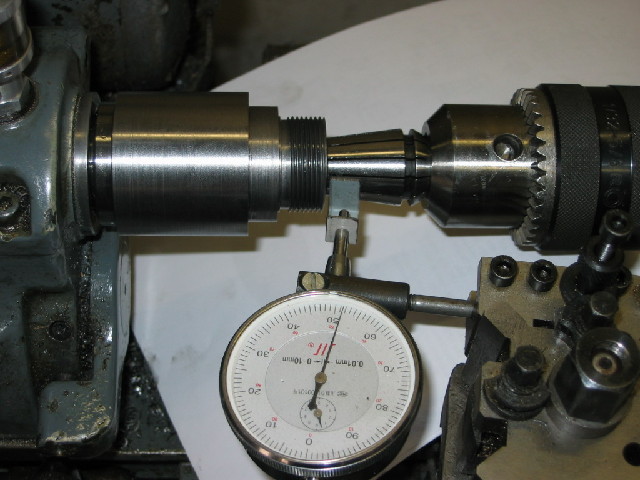
And bored the register to size using a carbide tipped bit that I honed on a bit of emery:
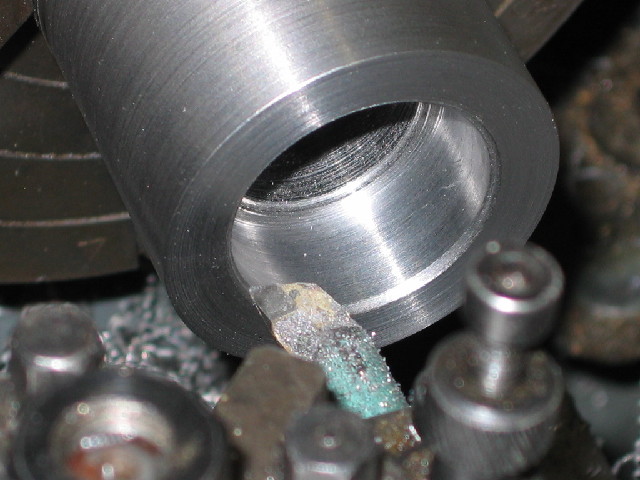
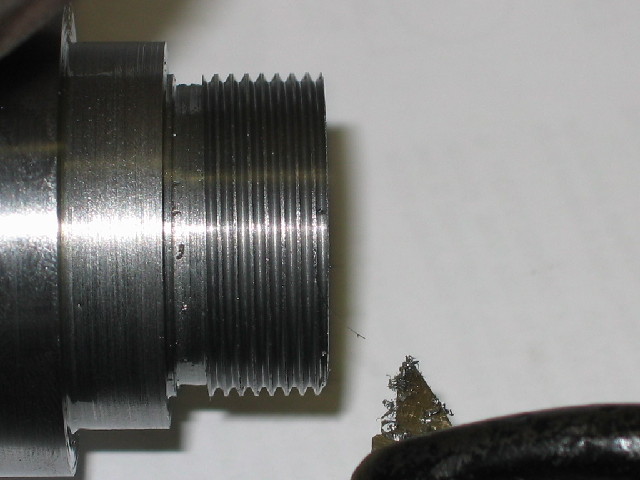
After this I bored out for thread run-out in the back; slowest back-gear speed & PLENTY of lube with frequent stops to clean out the swarf ribbon. Thought it might be more difficult, but came out well. Then I set up the change wheels for the internal thread, and set up for the single-pointing. Decided to stop there, and do the thread tomorrow when I'm fresh.
Regards, Arnold
- Must be the air here, or some psychological remnants from previous years where we were all very limited to imports into these part of Southern Africa :big: (and that's enough said )Well, new start today...
Cleaned up the new chuck body:
Then switched to the 4-jaw and drilled consecutive through-holes to 16mm, and tried my hand at an action shot while drilling on fast back-gear to 19mm (my biggest drill) to spindle-depth:
And bored the register to size using a carbide tipped bit that I honed on a bit of emery:
After this I bored out for thread run-out in the back; slowest back-gear speed & PLENTY of lube with frequent stops to clean out the swarf ribbon. Thought it might be more difficult, but came out well. Then I set up the change wheels for the internal thread, and set up for the single-pointing. Decided to stop there, and do the thread tomorrow when I'm fresh.
Regards, Arnold